
July 2023, Vol. 250, No. 7
Features
Importance of Moisture Analysis in Pipeline Transportation
Jung-il Kim, Product Manager, Ametek Process Instruments
(P&GJ) — Nearly every substance is affected by moisture, which can alter physical, chemical and electrical properties. When transporting hydrocarbons such as natural gas, the presence of moisture in the pressurized stream can create serious problems.

This is because the moisture will condense, forming gas hydrates, which are hydrocarbon molecules enclosed within a solid lattice of water molecules. These ice-like solid particles cause the pressure to drop by restricting gas flow and cause damage to the pipeline.
This makes moisture detection and measurement essential considerations for operators involved in the processing and transportation of natural gas and similar products.
Measurement Moisture
The first widely used process moisture monitor was the manual chilled mirror instrument, which measures the temperature at which dew or frost forms – this is known as the water dew point or frost point temperature.
However, some process gases liquefy before the water vapor condenses, affecting the accuracy of this device.
Driven by the need to measure water concentration in freons – which remain liquid at relatively high temperatures – the DuPont Company of Delaware, USA, began looking for an alternative solution in the 1950s. They developed a new method, using an electrolytic sensor with phosphorus pentoxide (P2O5) that could measure the moisture concentration in parts-per-million by volume (ppmv).
Around the same time, the Department of Scientific and Industrial Research Torry Research Station, based in Aberdeen, U.K., developed an aluminum oxide (Al2O3) moisture sensor to monitor fish drying ovens and, later, to measure humidity in weather balloons.
In the 1960s, ESSO Research and Development developed the piezoelectric sorption method of moisture measurement, using a polymer-coated quartz crystal. This was purchased by the DuPont Company in 1969 and became known as quartz crystal microbalance (QCM) technology. It was first used to monitor moisture in a catalytic reformer’s hydrogen recycle gas.
As the semiconductor industry began to take off in the mid-1980s, Bell Labs, from New York, USA, developed laser-based moisture analyzers, originally to monitor semiconductor production gases.
Today, pipeline operators have a wide range of moisture measurement technologies to choose from, each of which has been used and developed over several decades.
QCM Technology
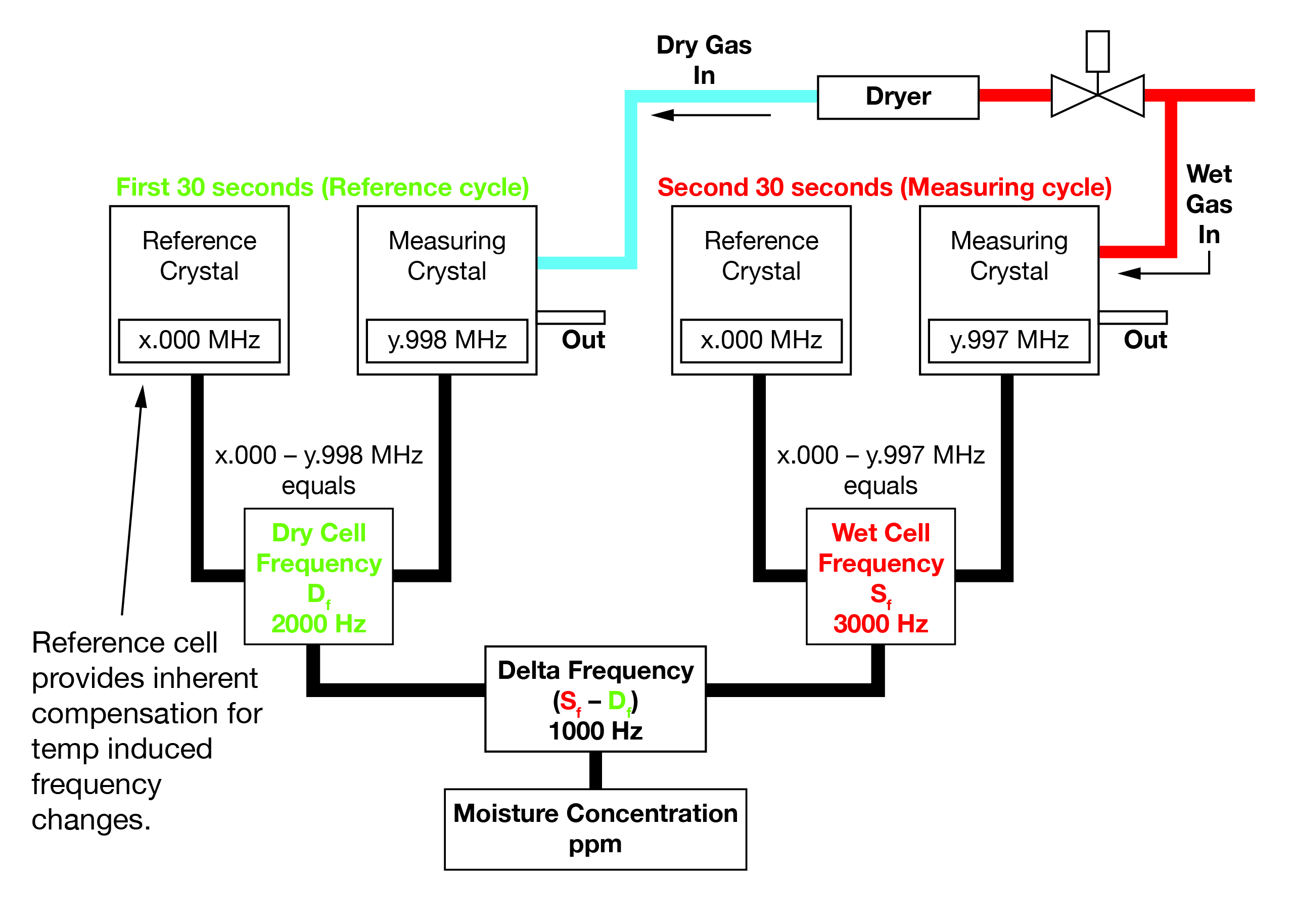
Quartz crystal microbalance technology works by measuring the difference in oscillation frequency of two independent quartz crystals – a reference crystal and a measuring crystal.
In a QCM instrument, the reference crystal is isolated, while the measuring crystal is coated with a thin film of hygroscopic material in contact with the wet sample gas. As the hygroscopic material adsorbs water molecules from the wet stream, the measuring crystal’s mass increases, changing its oscillation frequency. This is called the wet cell frequency.
At regular intervals, the sample gas is routed through a reference dryer, and the mass of the measuring crystal decreases, changing the oscillation frequency – this is the dry cell frequency.
The wet cell and dry cell frequencies are then compared against each other, and the difference between them is called the delta frequency. This translates into the moisture concentration of the sample gas.
Because of the periodic exposure to both the wet and dry gas, the moisture on the measuring crystal is not in equilibrium with the moisture in the sample gas; this provides a fast response for the moisture measurement.
Purchased by AMETEK in 1989, DuPont Instruments went on to develop on-line-verification (OLV), further differentiating the QCM moisture analyzer. This is accomplished by using a NIST-traceable internal moisture standard within the QCM analyzer, producing a known value of moisture against which the analyzer performance is checked. These performance checks could be done on a regular basis or as needed, to assure confidence in the measurements provided by the instrument.
Sampling System
Regardless of the technology selected, the success of the moisture content measurement depends on proper installation of the instrument. A reliable and accurate moisture reading depends on proper extraction, transport, conditioning, and delivery of the sample to the analyzer.
Unlike most other analytes, moisture has particular cohesive and adhesive properties, caused by hydrogen bonds. Cohesion refers to the sticking together of like substances – for example, the cohesion of water molecules forms water droplets on leaves after rainfall. Adhesion refers to unlike substances sticking together, like the water droplets clinging to the surface of the leaf.
These properties mean that moisture or water sticks to the internal surfaces of the sampling system, including the tubing, pressure regulators, valves, filters, and other components.
Moisture’s high heat capacity ensures it can absorb a significant amount of heat before its temperature increases. However, when heat is absorbed, the hydrogen bond is broken, and water molecules can move freely.
So, in a sampling system where the sample temperature varies with ambient temperature, any moisture clinging to the internal surfaces of the sampling system will be released or desorbed. This creates a rise in the ambient temperature, causing a regular pattern in variation of the moisture reading, known as the diurnal effect.
Effective Sampling
To overcome the issues caused by the properties of moisture, it is important to consider multiple factors in order to create a proper sample conditioning system.
Firstly, the internal wetted surface should be reduced, to minimize the sample conditioning system.
This is accomplished by shortening the distance from the sample tap to the analyzer, making the sampling system simpler and more compact by using only essential components and fittings. It is especially important for low ppmv moisture measurement, as unions, tees, reducers, and similar components add to the total internal surface area and increase leak points.
Using heat-traced 1/8-inch electropolished 10 Ra tubing instead of ¼-inch tubing is also helpful. The 1/8-inch tubing has 7.8 times less volume than ¼-inch tubing. Heated sample lines are less susceptible to ambient temperatures and reduce moisture sticking to the internal surfaces, while using 10 Ra or better electropolished tubing means a smoother internal surface, reducing the area where water molecules can adhere. The optimum temperature for heated tubing is 60o C.
Another consideration is reducing the sample pressure to the level required by the analyzer as close to the sample tap as possible. A higher pressure means more gas molecules in the sampling system, which in turn system means more sample gas must be consumed before a fresh sample reaches the analyzer – the analyzer’s speed of response is dependent upon this.
The overall sample flow through the conditioning system should be maintained at a high level to ensure that the analyzer receives a fresh sample quickly. A fast loop or bypass can be installed at the sample inlet of the analyzer, and this also provides the ability to troubleshoot higher than expected moisture readings.
If the flow rate through the fast loop or bypass is increased, the moisture reading on the analyzer should remain stable. However, if the moisture reading decreases, it indicates that additional moisture is being added to the sample gas. Conversely, if the flow rate is decreased through the fast loop/bypass, the moisture reading should remain stable.
However, if the moisture reading increases, it indicates the problem of additional moisture intrusion in the system. The source of this added moisture could come from the wetted surfaces of the sample conditioning system due to insufficient purging, leaks, or dead volumes in the system.
When designing a sample conditioning system, it is vital to eliminate dead legs – the parts of the system that do not have continuous sample gas flow, for example, pressure gauges. Some dead legs have a periodic flow, while others have none at all. Dead legs can accumulate and release moisture when there is turbulence caused by changes to pressure or flow.
Needle valves or rotameters upstream of the analyzer can restrict flow and cause pressure drops. Also, depending on the components, they can cause dead legs or be a source of moisture intrusion, so their use should be avoided where possible.
Any exhaust system is pressurized, so an analyzer that needs to be vented to atmospheric pressure must have a back pressure regulator installed before it is connected to the exhaust system. This ensures that whatever is in the exhaust system does not access the analyzer via the vent.
Needle valves or rotameters downstream of the analyzer create back pressure, so should be avoided. Additionally, check valves should not be used, since only the back pressure regulator with an appropriate setting will prevent exhaust intrusion into the analyzer vent.
Prior to maintenance, the inlet and outlet of the analyzer must be isolated to protect it from contamination. Afterwards, to reduce or eliminate any contaminants remaining in the sample conditioning system before they reach the analyzer, the sample system should be purged sufficiently before reconnecting the analyzer.
Finally, it is critical to ensure that continuous sample gas is supplied to the analyzer, otherwise the analyzer will become contaminated through its vent and exhaust ports.
Conclusion
Moisture measurement is essential within the manufacturing, storage and distribution of hydrocarbons, while analyzing the moisture content on the feed gas pipelines is critical within many production processes.
Along the natural gas pipeline, analysis of the moisture content is conducted at customer transfer locations in order to confirm that the gas quality meets the required specifications. Moisture is also measured during transmission and storage to prevent hydrate formation, limit corrosion, and protect infrastructure.
However, the properties of moisture make accurate measurements challenging, particularly at ppmv levels required by gas pipeline operators.
Employing the correct measurement technology, supported by an effective sampling system, is vital to ensure the reliable measurements required to ensure gas quality and prevent damage to the pipeline structure.

Comments