
February 2022, Vol. 249, No. 2
Features
Managing the Threat of Hard Spots
By Khanh Tran, Pipeline Integrity Engineer, and Simon Slater, Principal Engineer, Rosen Group
A hard spot is a localized area with increased hardness compared to the surrounding base metal. API 5L defines a hard spot as being larger than 2 inches in any direction with a hardness greater than 327 HBW1.
Hard spots are believed to result from application of a local thermal cycle, such as localized quenching of the surface, to produce a microstructure that is different from (and harder than) the surrounding parent material. Hard spots have typically been observed in older vintage pipes that use plate as feedstock, mainly due to technological limitations and quality control issues in pre-1970 plate and pipe manufacturing methods, such as electric flash welding (EFW).
In addition to upsets in the manufacturing process, different (and harder) microstructures can be created through welding. Although not permitted by modern plate/strip/pipe manufacturing standards, repairs in the pipe body (performed when in plate/strip or pipe form) can be present in vintage pipes. These are normally ground flush after repair to leave a small amount of weld metal and heat-affected zone (HAZ). Depending on the welding process and procedure used (and level of quality control), these may contain localized hard spots and/or weld defects.
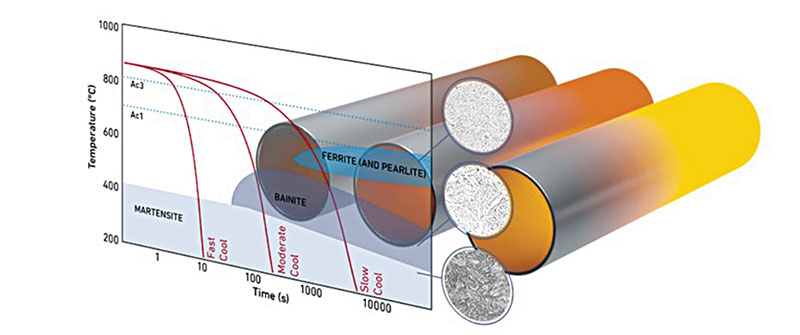
The local thermal cycle determines what microstructure is present, as illustrated in Figure 1. Many factors characterize a thermal cycle, including the starting temperature of the material, the cooling rate, the temperature of the adjacent metal (which directly affects the cooling rate), etc. Besides martensite, other microstructures with elevated hardness can also be created, such as bainite or mixtures of martensite and bainite. Of these microstructures, the presence of martensite in hard spots is viewed by the industry as the most concerning threat due to its inherently high hardness.
As hard spots are normally introduced during plate or pipe manufacturing or construction, it follows that they have likely survived mill acceptance hydro tests and commissioning hydro tests. Accordingly, it is tempting to assume that hard spots are stable defects. However, due to their increased hardness, hard spots can be more susceptible to cracking mechanisms, especially hydrogen cracking.
Hydrogen can be present on the internal surface of the pipe from the transported product or on the external surface from the surrounding soils or the chemical reaction because of the cathodic protection system. In addition, hard spots may present a threat when they are considered in combination with other threats, such as third-party damage, corrosion, etc.
Hard spots, therefore, present a latent threat, which has been explicitly recognized as a potential threat by many operators and in the regulatory changes for gas transmission pipelines, CFR 49 192.
In-Line Inspection
The starting point of a coherent holistic integrity management strategy is assessment. Hard spots can occur at any point along the circumference or along the length of a pipeline, meaning that a reliable inspection technology is critical to success.
ROSEN’s RoMAT Dual Magnetization (DMG) service is based on standard magnetic flux technology (MFL). As hard spots possess different metallurgical properties – specifically magnetic permeability – compared to the surrounding metal, combining full magnetic saturation with a well-defined lower magnetization enables accurate and precise hard spot classification and sizing.
The standard MFL-A technology saturates the pipe with magnetic field to overcome the difference in magnetic permeability of different materials. Adding a second unit with a similar design but a lower magnetization level allows for the detection of material change. Comparing the flux leakage amplitudes on the different magnetization levels provides the ability to identify hard spots and other material change from metal loss defects such as corrosion.
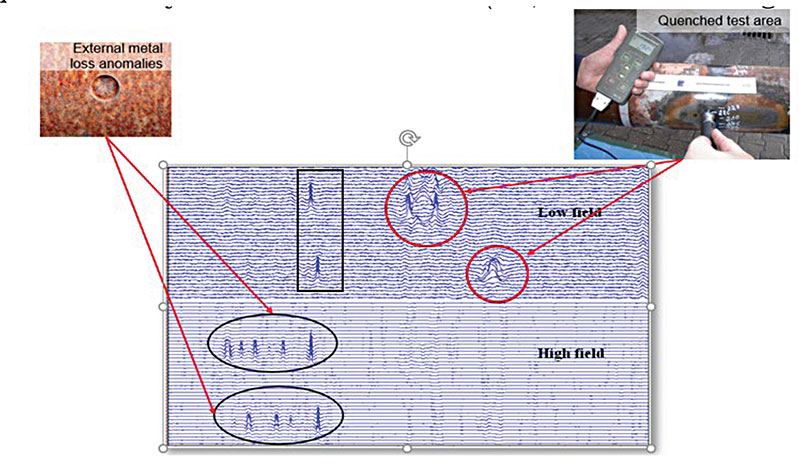
As shown in Figure 2, the significant flux leakage in the high field indicates the presence of metal loss anomalies (indicated by the black circles). The disruption of the signal in the low field, with no magnetic flux leakage in the high field, suggests the presence of material change/hard spots (indicated by the red circles). Analyzing the signal data of the low field alone does not provide sufficient evidence for hard spot detection because metal loss anomalies may influence the low field (i.e., the black rectangles in Figure 2).
Service Framework
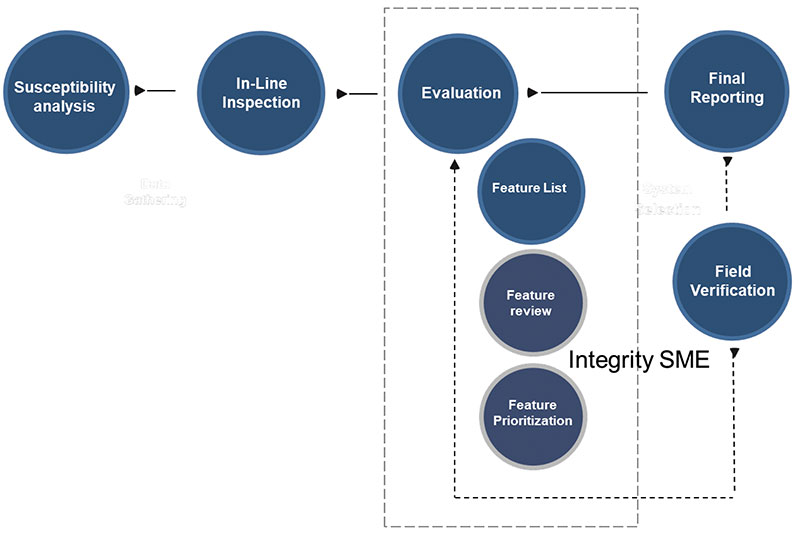
Utilizing the high and the low fields as well as developed algorithms, RoMAT DMG is capable of detecting, characterizing and sizing hard spots on pipelines. The use of RoMAT DMG can support established integrity management processes and address intended regulatory guidance concerning the existence of hard spots as part of MAOP verification. The service is built around a framework with RoMAT DMG as the cornerstone, as demonstrated in the flow chart (Figure 3).
The framework starts with a susceptibility analysis, the objective of which is to interrogate available data pertaining to the pipeline and produce diagnostic plots to identify areas of increased susceptibility. If such ILI information as cracks, metal loss, coating condition, etc., is already available, this data can be aligned to provide more content for the susceptibility assessment.
Following the RoMAT DMG in-line inspection, data evaluation produces a feature listing that contains the reported hard spots and associated details.
During this stage, the ILI results are interrogated from an integrity perspective and subsequently integrated with other available information. This process enables a thorough understanding of the reported data, thus driving added value in the integrity assessment.
Following delivery of a final report, in-field excavations are conducted to validate the ILI system and to investigate/remediate the threat of hard spots, as necessary. Hence, a prioritized feature listing from the integrity team is incorporated into the RoMAT DMG service.
Field results are provided to the ILI vendor, which allows for continuous system improvement with respect to probability of detection (POD), probability of identification (POI) and sizing. The integration of real-world findings with ILI signal data also helps to define what constitutes a threat and how to properly manage hard spots.
Verification Results
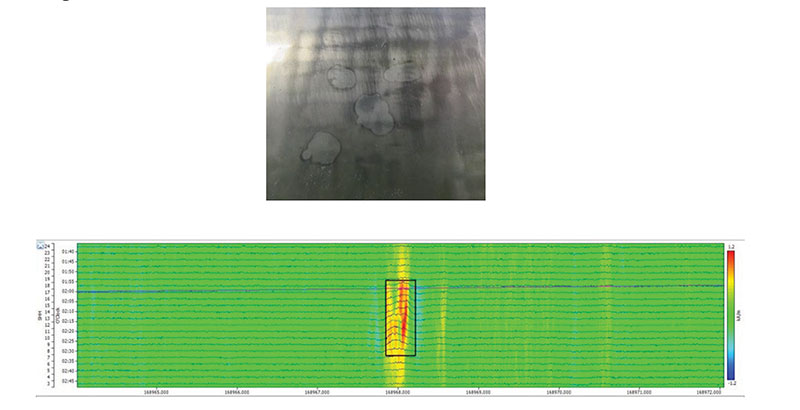
In-line inspection can be utilized as part of the assessment process, but it must be supported by a structured verification process and executed with a thorough understanding of what types of hard spots can exist and of what the technology can accomplish. Three examples of verified hard spot anomalies following etching are shown with the ILI signal data in Figure 4 and Figure 5 below.
In all cases, etching shows discoloration compared to the adjacent metal, suggesting a material change. The respective ILI signals show clear responses in both the high and low fields.
Moreover, in the majority of cases, verified features are measured with lengths and widths of less than 4 inches and have darker borders surrounding the feature. This darker edge is most likely the HAZ created by welding, suggesting that these features are weld repairs performed on the pipe body and the long seam.

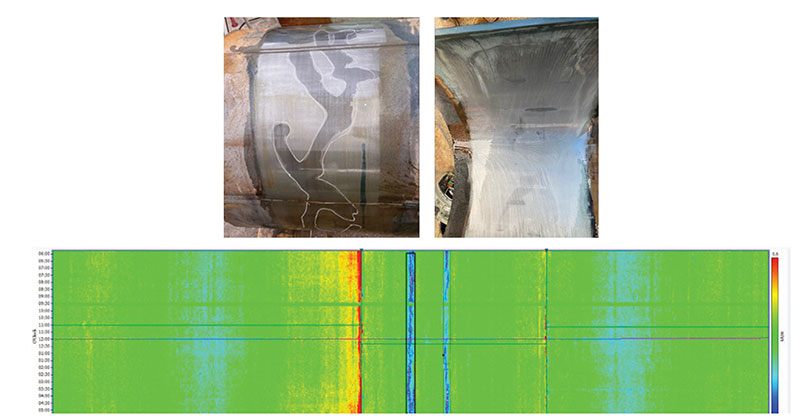
Another example of verified hardening material features, with different characteristics compared to the ones shown above, is displayed in Figure 6.
These two anomalies are located within 3 ft. of each other. The anomaly on the left exhibits an atypical circumferential pattern on the external surface, whereas the anomaly on the right reveals some small indications on the internal surface.
Moreover, no darker border surrounding the features is visible like in the ones shown in Figure 4 and Figure 5. The measured hardness of these features, albeit elevated compared to the base metal, is significantly lower than the threshold suggested by API 5L.
Available in-field results confirm that there are different types of hard spots with unique characteristics; they can be differentiated based on the ILI signal data. Understanding what types of hard spots exist on pipelines and what their attributes are enables operators to define effective response.
Conclusions
Updated regulatory requirements, along with the increased visibility of the threat posed by hard spots, means that operators are faced with defining how the threat of hard spots will be managed within integrity management programs.
Operators are tasked with detecting, characterizing, sizing and responding to hard spots through assessment, which can be achieved with the RoMAT DMG in-line inspection system and service.
An effective in-line inspection program comprises multiple elements, ranging from the investigating attributes of the pipeline segments to the focusing of data analysis efforts and validation.
The RoMAT DMG system has proven capable of detecting and discriminating different types of hard spots and hardening material, with ongoing continuous improvement. The integration of the RoMAT DMG service with adequate in-field verifications is providing data that evolves industry knowledge and standard practices for the integrity management of hard spots.

Comments