
October 2013, Vol. 240 No. 10
TechNotes
Corrosion: Eating Oil Industry From Inside Out

In the oil and gas industry, corrosion accounts for more than 25% of failures, according to a recent NACE International report. Corroded pipe repair or replacement costs the industry more than $7 billion per year, based on estimates from the National Association of Corrosion Engineers.
While traditional corrosion protection has relied mostly on short-lived physically bonded coverings of substrate surfaces, these merely attempt to lengthen the time before the steel asset inevitably rusts. A new category of tough, Chemically Bonded Phosphate Ceramics (CBPCs) can stop corrosion, extend equipment life, and minimize the cost and production downtime required to recoat, repair, or replace corroded equipment.
“To keep a corrosive coating working well, you want one that will be resistant to high temperature, abrasion, chemicals, UV sunlight, and other environmental factors,” said Shane Bartko, a director at TKO Specialty Surfaces, a Calgary, Alberta-based tank, pipeline, and structure maintenance contractor. “EonCoat is strong in these areas, but just as important is how quickly it can get an oil and gas facility up and running. As a comparison, this took us about four days compared to about 10-12 days with other coatings.”
The time saved on a corrosion-coating project with the ceramic coating comes both from simplified surface preparation and expedited curing time. “With a typical corrosion coating, you have to blast to white metal to prepare the surface,” said Bartko. “But with the ceramic coating, you typically only have to do a NACE 3 commercial brush blast.”
A corrosion coating can be achieved with EonCoat in a single coat, with almost no curing time necessary. Return to service can be achieved in as little as one hour.
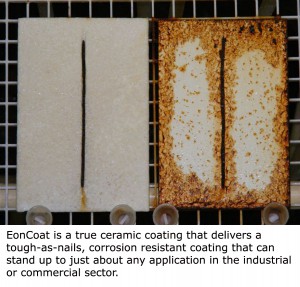
With traditional polymer coatings, if they are gouged, moisture and oxygen will migrate under the coating’s film from all sides of the gouge. Moisture and heat are then trapped by the film, creating a “greenhouse effect,” promoting corrosion and blistering. By contrast, the same damage to a substrate coated with EonCoat will not spread corrosion because the steel is essentially alloyed. Its surface oxides have been converted into an inert, electrochemically stable metal incapable of supporting oxidation.

The product consists of two, non-hazardous ingredients that do not interact until applied by a plural component spray gun. This eliminates the need for hazardous VOC-generating ingredients and also eliminates HAPs and odor.
In actual use, it has gone more than 10,000 hours with no corrosion in a salt spray ASTM B117 test. It can be applied on hot and cold surfaces from 40 °F to 150 °F in 0-95% humidity, excluding direct rain.

Comments