
August 2013, Vol. 240 No. 8
Features
EMAT, Pipe Coatings, Corrosion Control And CP Shielding
A major issue in the pipeline industry is coating disbondment. A large percentage of external corrosion and stress corrosion cracking (SCC) has been and continues to be observed under disbonded coatings that shield cathodic protection (CP). This has been an ongoing issue with coated and cathodically protected pipelines since the beginning of using these two technologies.
The various coating types and their typical failure modes under various environmental conditions as well as their compatibility with CP when disbondment occurs play a major role in selection criteria for coating and re-coating programs.
The continued development and improvements of the electro-magnetic acoustic transducer (EMAT) technology to locate and size disbonded coatings without the need of exposing the pipeline gives operators economically sound information about their pipeline systems. The EMAT technology is also capable of identifying the various coating types. Correlating the EMAT coating information with CP readings enables operators to distinguish between CP shielding disbonded coatings and coating defects that result in “CP open” coating holidays or coatings that are non-shielding when disbondments occur.
A combination of EMAT coating information with environmental data (climate, soil types and wet/dry cycles) and various CP survey data will allow for better selection and use of coatings. This information will be critical to development of new coating products to effectively control development of SCC and external corrosion when disbondments occur. This set of information constitutes an excellent basis for coating types to be used for coating rehabilitation programs, SCC susceptibility models and Pipeline Integrity Management Systems (PIMS).
This article outlines different coating failure scenarios with examples of selection criteria for adequate coating repairs. It will describe the drivers for the coating type selection and how the EMAT inline inspection results can support the decision process.
Coating Disbondment, Its Consequences
Many companies are becoming aware of the problems with CP shielding, yet some continue to use the same coating types and construction practices that have tendencies to cause CP shielding. Most SCC and external corrosion on pipelines occurs under disbonded CP shielding pipeline coatings.
External corrosion caused by microbiologically influenced corrosion (MIC) is typically under disbonded CP shielding pipeline coatings. CP cannot effectively protect the pipeline when CP shielding coatings disbond. Shielding is of special significance to the occurrence of both forms of SCC. Finding areas on the pipeline where the coating is missing (holidays and damage) is also critical because this is where direct current (DC) and alternating current (AC) interference corrosion will most often occur.
Several pipeline operators now list CP shielding disbonded coatings as their leading root cause of external corrosion. External corrosion was present along the longitudinal weld seam and in areas where the adhesive bond between the pipe and its protective solid-film-backed tape coating had deteriorated (disbonded).
Coating systems like coal tar and solid film-backed tape can cause increased demands on a CP system and often present difficulties in achieving adequate protection levels, particularly in systems coated with high dielectric constant, tape coatings. If dielectrically strong coatings disbond from the pipe and if electrolytes can enter into this area, a serious corrosion condition can result because the protective CP current may be shielded from reaching any active corrosion cells.
Depending on a coating resistivity, water absorption and oxygen permeation, the risk of corrosion of the underlying metal can be light uniform to significant corrosion, SCC or bacterial corrosion.
EMAT Technology Introduction
EMAT is the abbreviation for electro-magnetic acoustic transducer. This technology generates ultrasonic waves in electrically conducting materials through a combination of electric coils and a magnetic bias field and uses the same combination for the reception of the acoustic signals. The crack detection and coating disbondment detection ILI pigs employ this technology and generate ultrasonic signals for the inspection process directly in the pipe wall. These pigs, therefore, operate independently from any coupling medium in both oil and gas pipelines. More than 16,000 km of pipelines have been inspected with this technology since its introduction in 2006.
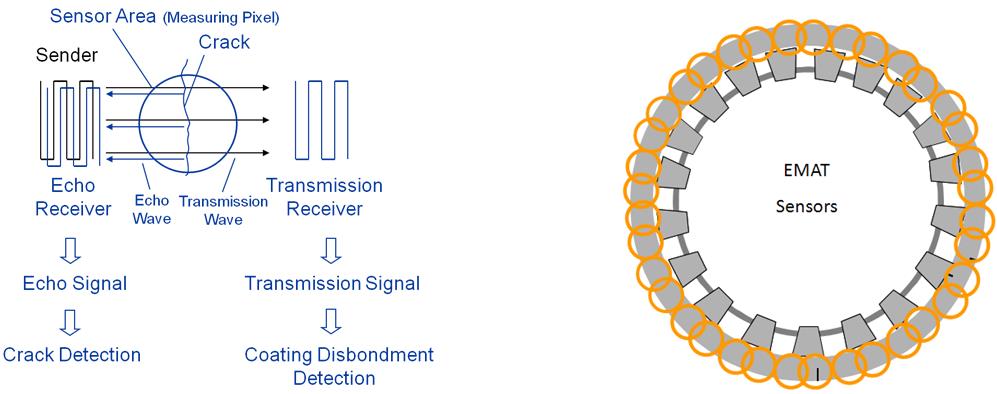
Due to their dense sensor configuration, these tools are able to produce continuous measuring data of the inspected pipe wall, allowing for a high-resolution image. Each unit of the sensor configuration scans a small area of the wall – the so-called measuring pixel – and records the reflected as well as the transmitted ultrasonic signals for this pixel. This setup is illustrated in Figure 1.
The reflection (echo) signals measured by the tools form the basis for the detection of SCC and other crack-like defects in the pipe walls. For detected cracks the lengths and depths are determined by an analysis of the spatial, temporal and spectral properties of the recorded echo signals.
The detection of coating disbondment uses the measured transmission signals because an adhered (bonded) coating attenuates – in contrast to a disbonded or missing coating – the transmission signal on its path through the measuring pixel. The analysis of spatial and spectral properties of the attenuated transmission signals allows identification of coating types, and consequently the localization of coating changes as well as the sizing of coating disbondment exceeding 50 x 50 mm in size.
EMAT’S contribution to pipeline safety – As the industry strives to operate pipelines safely, the leading cause of external corrosion and SCC must be considered as one of the most important tasks. Those responsible for risk management now have a valuable tool to help them be proactive instead of reactive in determining the safe operation of their pipeline systems.
Hydrostatic testing can only locate SCC by causing a destructive failure. EMAT can locate the SCC without further damage. The rigors of hydrostatic testing can cause cracks to further develop and become a new potential source of failure. The use of the EMAT technology allows the company to schedule repairs or replacements in a safer, more efficient and economical manner. There is less environmental damage because there are no blowouts to cause potential damage to the surrounding area.
Benefits of knowing about disbonded coatings – Once a pipeline operator knows disbonded coatings are present, several decisions must be made. Is SCC or external corrosion present, and if so, to what extent? If there is SCC or corrosion, is the type of coating known to be CP shielding or not? When was the CP applied and what is the history of the CP system (was it adequate and for how long)? These questions will help determine what direction the company needs to take to solve the problem.
CP shielding types of coating – Certain coating types have a reputation for being CP shielding when disbondments occur.
Solid film-backed tape – Solid film-backed tapes have been used since the 1950s as pipeline coatings, but have been known to have significant failures (for a variety of reasons), leading to external corrosion and SCC because they usually shield the CP current when they disbond. If the coating (polyethylene- backed tape) disbonds, CP’s ability to protect the pipe surface from external corrosion is severely limited.
Shrink sleeves – This approach has been used since the 1970s mainly for girth weld and repair coatings. Many have disbonded and shielded the CP current, allowing corrosion to become significant in just five years in some cases.
Coal tar – Coal tar has been used since the 1920s as a pipeline coating. Depending on how coal tar fails, it can cause many problems with CP shielding. Many times the coal tar coatings were applied in the field on poorly prepared surfaces. Coal tar is also affected by soil stress.
Three-layer – This coating system has been used since the 1980s and has documented disbondments with CP shielding issues. The issue is that the perceived savings during construction from the use of 3LPO (three-layer polyolefins) must be offset against the additional monitoring and maintenance required during the operational life of the pipeline after the coating adhesion has degraded.
Sometimes there is little or no FBE primer at the edge of the cutback, therefore there is no adhesion at the edge of the coating which can allow penetration of water under the coating, causing further possible disbondment and potential CP shielding (Figure 2). This problem will also affect the girth weld coating performance. Poor adhesion does not necessarily constitute an integrity risk to an operational pipeline but, once identified, poor or no adhesion requires more expensive monitoring to prove the integrity of the pipeline has not been compromised. EMAT provides this monitoring tool.

Figure 2: Three-layer coating without FBE primer
If the distance between the pipe and the FBE (although the disbondment may be large) is very small, there will not be much electrolyte present and more importantly, the electrolyte will not exchange easily. The wider the gap, the more the electrolyte can exchange and bring in fresh oxygen, bacteria and other potential corrosion, accelerating the rate of corrosion under the disbondment. Because these three-layer coatings have high dielectric strength polyolefin outer layers, CP will not effectively protect the pipe in these disbonded areas. The problem may exist where the lack of CP in these areas will allow the potential and pH levels to drift into the SCC range.
Other coatings – There are a variety of other coating systems that have been used with mixed results. The failure mode of the coating will many times determine if the coating is CP shielding or not. Some of these are:
• How large is the opening created when the coating loses adhesion? This can be significant because this will determine how far the current can travel under the coating disbondment.
• Does the failure mode have cracks or holidays? According to the size and frequency of the holidays or cracks, it can be determined if sufficient current is allowed to the pipe surface to protect the pipe. The more cracks, the more likely the pipe will be protected. Large holidays with small disbondments are more likely to be protected than small holidays within large disbondments.
• What is the electrolyte type? Most recorded CP shielding problems have been with onshore pipelines. Very few problems have been reported with offshore (salt water) pipelines even though disbondments do occur. The low-resistant electrolyte apparently allows for CP current to be more easily distributed under the disbondment.
Non-Shielding Types Of Coating
There are a few coatings that have known and proven non-shielding properties. Fusion-bonded epoxy (FBE) is the best-known coating system that is non-shielding to CP when disbondments occur. Slight water absorption only corrodes steel if the CP is not adequate or if electrical shielding is present. Neither SCC nor external corrosion has been a problem when disbondments occur on FBE. When external corrosion has occurred on FBE-coated pipelines, it can normally be associated with DC/AC interference, shielding from other objects in the ditch or inadequate CP.
The mesh-backed tapes have been used since 1988. At least one of these has been proved to be non-shielding to CP when rare disbondments have occurred. Field results and lab tests have shown that this particular mesh-backed tape has non-shielding properties when disbondments have occurred.
Two-part epoxies have become very popular over the last 15 years. There have been no significant reports of CP shielding problems with two-part epoxy. One reason may be the failure mode for two-part epoxy is typically cracking, which allows CP to be effective. Thickness of the applied two-part epoxy may be critical in determining whether the two-part epoxy is CP shielding. The thinner the epoxy the more likely the coating will crack if disbondments occur.
Coating Types To Be Used In Future
When possible, coating systems with known non-shielding to CP properties should be used. There are times when a non-shielding coating may not be the best choice because of environmental conditions, operating conditions or other issues. When selecting a pipeline coating, the non-shielding characteristics may be more important than other issues that are normally considered.
As the pipeline industry continues to make integrity improvements, finding and correcting disbonded CP shielding pipeline coatings will be a major part of that program. If the disbonded coating has non-shielding to CP properties when disbondments occur, these companies will have a much easier choice of either ensuring adequate CP to prevent corrosion at these disbonded areas or recoating the areas using economically convenient scheduling.
To prevent CP shielding when coatings disbond:
• Apply coatings that are known to have proven non-shielding properties when disbondments occur.
• Properly select and specify the coating for the environment.
• Properly apply the coating including rigorous inspection of each coating phase.
• Provide more training and education of the industry about this problem.
Importance Of Coating Type Identification
Identifying different types of coating, coating disbondment and the associated failure scenarios is a critical issue for pipeline operators. Once they know the type of coating and condition of the coating adhesion, they can make intelligent decisions about when and where to make repairs or replacement of the coating or the pipe.
To date, pipelines with 28 different coatings and repairs were inspected by EMAT tools. Table 1 shows the coating types and repairs identified based on EMAT data.
The following case studies show selected coating failures and how the EMAT tools can help to identify the coating types, coating disbondment and the associated risks. Evaluation results of all shown scenarios were proved during field verifications.
Heat shrink sleeves are mainly used as field-applied girth weld coating. In Figure 3, the heat shrink sleeve should protect the girth weld area of a three-layer coated pipe line. Therefore, the edges of the pipe body coating were cut under a flat angle to allow the heat shrink sleeve to adjust and stick firmly to the pipe wall and the coating. As shown, this didn’t work properly. Water could penetrate and cause corrosion and cracking. The coating defect in the girth weld area was detected during EMAT inspection and reported to the pipeline operator. Based on this report, only the affected girth weld coatings were exposed and economically replaced.
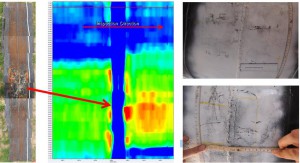
Figure 3: Disbonded shrink sleeve and its typical signal pattern in the EAMT data
Two-part epoxy coatings are usually field-applied coatings used for rehabilitation work. The application is usually quite inhomogeneous, showing areas where the coating was applied in a thicker or thinner layer. In this case, the coating is non-shielding to CP current. Contact with salty groundwater may create mineral deposits, making the coating brittle over time until blisters form and it chips off. EMAT can detect areas affected by mineral deposits (decreased transmission signal), as well as holidays (increased transmission signal).
Due to its soft structure, wax coating causes almost no attenuation in the EMAT transmission channel (see Figure 4). Areas without coating will cause only slightly higher transmission signals and are tricky to detect. Just the lack of structure allows for a differentiation. Compared with the wax coating, the uncoated area shows an unstructured high transmission signal. In the EMAT pull test, dents in the pipe (blue) are clearly visible.
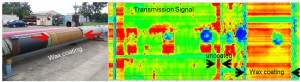
Figure 4: Typical EMAT signal pattern of a wax based coating system. Blue areas indicate dents in the pipe.
Composite repairs are non-metallic and used for rehabilitation of corroded pipe instead of metallic sleeves. To be identified by MFL inline inspection tools they usually come with two metal clamps at the end of the repair. EMAT can be used to locate these repairs without the metal clamps by significant changes in the transmission data (Figure 5).

Figure 5: EMAT signals indicate composite repairs on pipe
In cases where adhesion of the composite repair fails, the reinforcement of the pipe is compromised. Due to the cathodic current shielding properties of the composite repair, the potential for SCC and corrosion is present if water penetrates between the repair sleeve and the pipe. Therefore, detecting disbonded composite repairs is crucial for most operators as even slightly growing corrosion underneath these repairs may indicate immediate action since corrosion or pipe damage was the likely cause.
Metallic repair sleeves are used within the industry and, based on a combination of magnetization level and EMAT transmission signals, most of these repair methods can be identified.
Stand-off sleeves are created when metal strips are circumferentially welded on the pipe at start and end of the sleeve. Afterward, a sleeve is welded onto the stripes. After complete installation the whole sleeve is coated externally.
Metal sleeve with epoxy fill is the process whereby a sleeve with an inner diameter slightly bigger than the outer diameter of the pipe to be repaired is welded around the pipe and fixed with screws to guarantee the same gap around the circumference. Afterward, this gap is filled by epoxy, gluing pipe and sleeve together.
Close contact metal repair sleeve is welded to the pipe at beginning and end of the sleeve. The seam welds closing the sleeve are not touching the pipe. The two welds, as well as the gap between sleeve and pipe, are visible in the EMAT data.
Three-layer coatings usually consist of the following layers: FBE primer, FBE, followed by a thick polyolefin layer. These layers are applied in a coating factory. At the start and end of each joint, a short section stays uncoated to allow welding of the joints. To properly apply the girth weld coating, the thick polyolefin layer is cut back under a flat angle. To ease the cut back work, the polyolefin is heated using a flame.
Viscoelastic – The thick and soft adhesive that viscoelastic coating is made of creates a soft attenuation in the EMAT transmission signal. The overlap areas are indicated by a deceased transmission signal. In areas with poor surface preparation, viscoelastic coatings were found sticking to the corrosion product, having no adhesion to the pipe steel. This was indicated by raised EMAT transmission signals.
Conclusions
EMAT technology will enhance pipeline integrity programs by providing information that has not been attainable previously. This technology will improve the safety and performance of pipelines worldwide. The information obtained from EMAT and ILI gives risk managers direction on where to make repairs or replace pipe that have harmful corrosion or SCC.
EMAT technology has brought the pipeline industry into the next phase of critical information that will not only help locate SCC, but more importantly, help companies find and correct CP shielding pipeline coatings before SCC or external corrosion become a problem.
By specifying non-shielding to CP pipeline coatings on new projects (plant-applied and girth welds) and requiring the use of non-shielding to CP coating for repairs on existing pipelines with CP, the industry will be protecting its assets, surrounding communities and environment from corrosion and SCC. EMAT technology is a very logical way to provide the future with the safest possible pipeline system.
Acknowledgment
This article is based on a presentation from the 2013 NACE International Conference in Orlando, FL.
Authors:
Markus Ginten obtained degrees at Universities of Applied Sciences in Structure Engineering and Business Administration. As service manager at ROSEN he was responsible for metal loss and crack-related inline inspection services. H leads the Service Management Department at the ROSEN Technology & Research Center in Lingen, Germany and is responsible for inspection and integrity services for various types of industry assets.
Dr. Stephan Brockhaus obtained his doctorate in civil/ process engineering from the University of Rostock (Germany) in 2003. Before joining ROSEN in 2006 he was a consulting engineer focused on design implementations of civil engineering structures including pipelines .With ROSEN, he was product manager responsible for development inline inspection tools using various technologies. Leading the operational departments of the ROSEN Technology & Research Center he is responsible for inspection services utilizing newly developed technologies.
Joerg Grillenberger is team leader for EMAT Data Analysis at ROSEN Canada Ltd. He joined the ROSEN EMAT data evaluation team in 2007 and developed strategies especially for assessing coating conditions using EMAT ILI tools. His focus now deals with EMAT data evaluation. He has an M.S. in Geoinformatics from the University of Salzburg, Austria.
Richard Norsworthy is technical advisor for Polyguard Products, Inc., working on product development and testing. He is a corrosion and Cathodic Potection Specialist – NACE International Certified #4037. In addition to his work as a consultant, he was a corrosion control manager for Mobil Pipeline Co., corrosion specialist for Amoco Pipeline and others.

Comments