
December 2013, Vol. 240 No. 12
Features
Determining Design Life Of Assemblies Of PE Gas Distribution Pipe
This article explains a test methodology that could determine the design life of heat fusion fittings and joints at end user field conditions of operating stress, operating temperature and desired design life. The methodology is useful not only for design life based on internal pressure, which is the primary load, but also to determine the effects of secondary loads, such as bending, rock impingement, squeeze-off and deflection.
Improvements in the long-term performance of PE piping compounds have created interest in the use of higher operating pressures for gas distribution piping systems. In Canada, this has culminated in the approval of PE 100 pipe with a 2.0 design coefficient that results in an operating pressure of 145 psig for SDR 11 pipe.
In the U.S., the American Gas Association (AGA) has submitted a petition to the federal Pipeline and Hazardous Materials Safety Administration (PHMSA) to increase the design factor to 0.40. When the 0.40 design factor is approved, SDR 11 PE 4710 pipe with an ASTM D 2837 HDB of 1600 psi can be operated up to 125 psig (calculated value is 128 psig, but the Department of Transportation (DOT) limit for PE is 125 psig for gas applications. It is clear from these initiatives that there is increasing interest in the safe operation of high-performance PE 2708 and PE 4710 gas pipe systems at higher system operating pressures.
However, gas companies recognize the ASTM D 2837 pressure-rating method is for pipe only. Their concern is that piping systems also include heat fusion fittings and joints, such as polyethylene (PE) socket fusion, saddle fusion, butt fusion and electro-fusion fittings. These gas companies would like a methodology to determine the design life for entire systems (PE heat fusion fittings that are joined to PE pipe) that will operate at these higher pressures. For our purposes, the term “design life” means the minimum desired time that the assembly will last at its maximum operating stress and average annual operating temperature, based on just the internal pressure. With this methodology possible effects of additional secondary loads, such as bending, deflection and rock impingement can be foreseen. This methodology can, therefore, predict the lifetime (service life) of the installed piping system under in-service conditions.
This methodology that can determine design life for PE heat fusion fittings joined to PE pipe that are used in gas distribution applications. All types of mechanical fittings, whether made of metal or plastic, are excluded. This methodology determines the design life for the assembly of PE fittings joined by heat fusion to PE pipe only.
Maximum Operating Pressures
The current Canadian Oil and Gas Code – CSA Z662-11 allows use of a 0.45 design factor for PE compounds with very high resistance to slow crack growth and rapid crack propagation, and also allows the use of PE 100 with a design coefficient of 2.0. With these recent changes made to the Canadian gas piping standards, the maximum operating pressures allowed for various SDR 11 PE pipes used in Canada are as follows:
• PE 100 – (2.0 design coefficient) 145 psig
• PE 4710 – (0.45 design factor) 145 psig
• PE 4710 (0.40 design factor) 125 psig
• PE 2708 (0.45 design factor) 112 psig
• PE 2708 (0.40 design factor) 100 psig
These maximum operating pressures using a 0.40 design factor will be permitted in the U.S. once the AGA petition to PHMSA has been approved.
The methodology proposed here can be used for any gas company operating pressure (stress) and any gas company average annual ground temperature. As an example, let’s use an operating pressure of 145 psig for SDR 11 pipe, which is a hoop stress of 725 psi and an average annual ground temperature of 20º C (68º F). We will then determine the desired design life for heat fusion fittings operating at this stress/temperature. For this example, we use a design life of 100 years, but any design life may be selected. Mechanical fittings may be used at these higher pressures, but this design life methodology is not applicable for mechanical fittings. It should be noted that this methodology is also applicable to pipe as well as to assemblies.
The heat fusion joint between the pipe and the fitting is a key element of the assembly. If the utility is interested in the design life of a properly assembled pipe and fitting, then all the tested assemblies should be properly made. However, this methodology could be useful to investigate improperly made heat fusion joints. For example, if a joint continues in the failure method, an investigation, root cause and corrective action may be a good outcome. Utilities could also determine if a change to a procedure or a pipe or a fitting has a positive or negative effect. It could also serve as a tool to evaluate a joining procedure, or a pipe or component compatibility.
Bidirectional Shift Factor For HDPE
In order to determine the example’s design life, we will use the bidirectional shift factor (BSF). This is a well-known projection methodology that is used widely in the pressure pipe industry1. Stress rupture data used to develop these shift factors included MDPE, unimodal HDPE and bimodal HDPE materials.
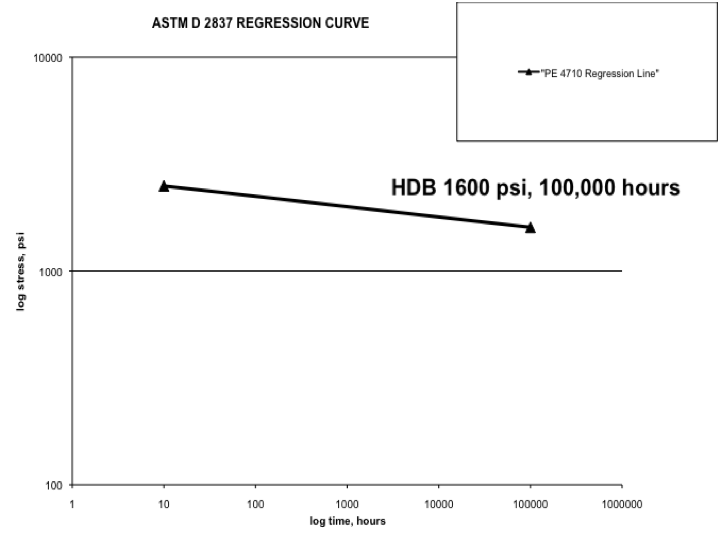
Currently, these materials would be classified as PE 2708, PE 3608 and PE 4710. In particular, BSF is one of the main methods to validate the hydrostatic design basis (HDB) obtained using ASTM D 2837. An example is shown in Figure 1 for a PE material with an HDB of 1600 psi at 23º C (73º F). The HDB is the categorized stress at 100,000 hours, as defined in ASTM D 2837.

To validate this, a table with elevated temperature sustained pressure requirements is needed and based on the bidirectional shifting of time and stress as the temperature is changed. In this case the HDB at 23º C is bi-directionally shifted to 80º C (Figure 2).

From this figure we can see that, based on the bidirectional shift, a time of 200 hours at a stress of 825 psi and at a temperature of 80º C is equivalent to 100,000 hours at a stress of 1600 psi at a temperature of 23º C. When pipe samples have been on test at the 80º C test condition of 825 psi for 200 hours, the HDB of 1600 psi at 100,000 hours and 23º C is validated.
Design Life: PE Heat Fusion Pipe and Fittings
To determine a 100-year design life for PE heat fusion fittings in our example, we use the exact same principles of the BSF that are used for HDB validation. In this case, we are trying to “validate” a stress of 725 psi (145 psig for SDR 11 pipe) at a temperature of 20º C for a time of 100 years. The 20ºC/725 psi line is shown as a red line in Figure 3 and 100 years is the end of that red line at 876,000 hours.

This is then bidirectionally shifted to 80º C to obtain the appropriate test conditions. These bidirectionally shifted values (Figure 4). Note that the BSF lines are parallel, because the same shift factors are used in both cases.

From this bidirectional shifting we can see that if we test PE heat fusion fitting assemblies (fittings joined to pipe) at a temperature of 80º C and a stress of 363 psi (73 psig for SDR 11 pipe) for a time of 1,275 hours, this would be equivalent to the same heat fusion fittings being operated at a stress of 725 psi at a temperature of 20º C for a time of 100 years. As the slow crack growth failure mode is the long-term failure mode, the failure mode for both the test condition and the projected “design life” condition are the same slit failure mode.
The design life methodology in the previous example only accounts for the primary load of internal pressure. This methodology could also take into account any additional secondary stresses in service, such as bending or deflection from earth loading. It could also account for improperly fused heat fusion joints.
This design life methodology could also take into account any stress-risers inherent in the fitting design, and also any manufacturing flaws, such as weak molded knit lines. Any of these secondary loads or fitting design or manufacturing defects could be included as part of the experimental design when using this methodology.
The key difference between the rate process method (RPM) and BSF is the latter is an estimate of the long-term performance based on a single test condition, whereas, RPM is a more exact projection, based on multiple test conditions.
Laboratories, including Jana in Toronto and GTI in Chicago, have conducted RPM and BSF testing on PE pipe and fittings and joints and have also developed various jigs to determine the effects of secondary loads.
As an example, a gas utility wanted to know if a bending stress would cause failure at the outlet of a particular service fitting, the gas utility would prepare the assemblies and ship them to Jana, which developed a bending jig to duplicate the field bending stress. Knowing the company operating stress, operating temperature and desired design life, Jana used BSF to determine the appropriate test conditions (temperature, stress and test time). The bending jig was used for all test specimens. When these test specimens reached the calculated test time based on BSF, the gas utility knew that at its operating conditions, the bending stress would not cause a premature failure of the service fitting.
By using the same BSF methodology used to validate HDB, we now have a methodology that a gas company can use to determine a desired design life at its operating pressure and operating temperature for PE heat fusion fittings. We start with the following set of conditions: maximum operating pressure (stress), average annual ground temperature, and desired design life. We then use BSFs to bidirectionally shift (time and stress) from the gas company average annual ground temperature to a test temperature of 80° C. When the time and stress are shifted, we have the test conditions to assure the desired design life for the PE heat fusion fittings – a test temperature at the shifted pressure (stress) for the shifted time. When heat fusion fittings have been on test at this test condition, the desired design life for those PE heat fusion fittings has been determined at the gas company use conditions. By using appropriate jigs to duplicate in the laboratory the secondary load that the piping system is subjected to in field service, this methodology can also determine the effect of various secondary loads. Any pipe/fitting size may be used for this methodology, but it is more common to use 2-inch IPS as a typical pipe size.
Conclusions
A methodology has been proposed to determine the design life of heat fusion fittings used in natural gas applications. This methodology was developed because of the higher pressures that are allowed for PE pipe, and the desire of Canadian gas companies to assure that heat fusion fittings can operate safely at these higher pressures.
With this methodology, the gas operator can select desired maximum operating pressure (stress), average annual ground temperature and desired design life. The example used was for DR 11 pipe. However, since stress is used any DR pipe may be selected if the internal pressure is converted to the corresponding hoop stress.
This methodology does not specify a minimum number of specimens to be tested. If more specimens are tested, the confidence in the projections increases. In essence, this methodology allows us to validate the expectation that the heat fusion fittings will achieve a desired performance capability (stress, temperature and time) with the confidence level afforded by the number of replicate specimens. It is important to note the results of this methodology are dependent on the operator making good quality heat fusion joints. If poor joints are made, the specimens may fail prematurely.
Editor’s note: This article is based on an AGA white paper that was developed and reviewed by a plastic materials committee task group comprised of six gas utilities, a plastic pipe consultant and a PE resin manufacturer.
References
1. C.H. Popelar, et al, “An Accelerated Method for Establishing the Long Term Performance of Polyethylene Gas Pipe Materials,” Polymer Engineering and Science, December 1991, Volume 31, Number 24.
2. E.F. Palermo (for Jana Laboratories), “Correlating Aldyl ‘A’ and Century PE Pipe RPM Projections With Actual Field Performance,” AGA Operations Conference (2004).
3. E. F. Palermo and S. Chung, “Rate Process Method Applied to Service Life Forecast of PE Molded Fittings,” AGA Operations Conference (2008).

Comments