
June 2013, Vol. 240, No. 6
Features
Beyond Unpiggable Inspections: Pipeline Attributes And Challenges To ILI Process
Today’s inline inspection (ILI) technologies provide reliable solutions for inspecting pipelines once deemed unpiggable or difficult to inspect. Yet the tools are only one part of the solution. The fact remains that “unpiggable” pipeline challenges do not affect just the ILI tools – planning and managing the overall inspection project, and the complex variables involved, are critically important in delivering expectations in these challenging environments.
In this article, case studies will reveal common pitfalls to avoid and how to improve ILI for unpiggable or challenging pipeline projects to increase success and optimize data quality. Variables that inhibit or impact the effectiveness of ILI in these lines and the processes for overcoming them will be covered. These case studies illustrate several situations that lead to operators having to settle for less than desired or incomplete data sets. Unaccounted for or unforeseen issues that are overlooked in the planning stages inevitably result in data compromises. In particular, the authors discuss issues related to: pressure, operations, access, cleaning, pigging, valves, temporary lines, restrictions, fittings and bends, and the line itself.
A significant amount of industry effort has and continues to be made to advance ILI technologies. This collective effort is redefining inspection options for pipeline operators and changing the landscape of unpiggable pipelines to merely difficult to inspect pipelines. Advancements in inspection methods, sensor technology, data interpretation and tool passability of difficult-to-negotiate pipe spans are all contributing to inspection success of previously un-inspectable pipelines.
But what happens when technology is misapplied? (Complete failure or incomplete inspection results.) It is important to consider the environment that the equipment will be required to negotiate when selecting an inspection tool. The adage “use the right tool for the job” is applicable. With a better understanding of the obstacles, a better and more confident selection of technology can be made.
With respect to ILI, the pipeline industry can be divided into two separate sectors: 1) the traditional sector, where inspections are now routine, and 2) the challenging sector, where hurdles preventing the first inspection have yet to be surmounted. In understanding the fundamental differences between the traditional and challenging sectors of the pipeline market, the overall inspection process is improved, not only by procedure, but by appropriate selection of technology.
Flow And Pressure Issues
In the traditional sector of the pipeline world, typical pipeline flow and pressure have largely been considered in the design criteria of the inspection equipment. The tools meet the known challenge. Whether the line product is propelled by liquid pumps or gas compressors, or controlled from a wellhead, operations are within the ranges of traditional ILI tools. However, would these tools be suited for challenging pipelines where these typical operating parameters are significantly different? The table below compares these product-related attributes:
Pipeline Product Attributes
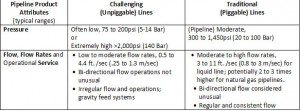
Table 1: Operation attributes
The following case study considers these variations.
Historic Case Study Number 1: Fuel Delivery System
In 2007, a fuel terminal operator planned to inspect their product delivery pipelines to address pipeline integrity concerns and company policies. The terminal received gasoline and diesel products from fuel barge deliveries made at a nearby wharf. The barges were offloaded through either of two existing 12-inch pipelines that ran in parallel from the wharf, through a congested industrial corridor to the product acceptance manifold at the terminal. At the time of the inspection, it was believed that neither of the lines had ever been pigged.
Specific project details as they were known prior to the inspection (taken from company records):
• Two parallel 12-inch fuel product delivery pipelines, wharf to storage terminal operations
• 2,600-foot-long x 0.375-inch wt; grade unknown
• Product pumped from barge pumps, no pipeline pumps at terminal; typical offloading rate of 700 gal/min (2 ft./sec)
• Line MAOP 120 psi; ANSI #150 flanged fitting connected to pipe at terminal manifold and at the wharf/dock connection point
• No launcher or receiver barrels in place
• Constructed in 1977
The operator elected to inspect the pipelines with an industry standard, traditional design, combo ILI technology tool (MFL+ DEF); fuel products were displaced with sea water so that temporary pig barrels could be installed. Once the installation was completed, the seawater was displaced to a separate tank with lightweight foam pigs separating fuel from water. Due to the limited timeframe and belief that the lines were clean, no other pigs were run prior to the inline inspection.
The project failed. The ILI tool magnetizer became lodged in the line at a schedule 80 (0.688-inch) 1.5D bend and ultimately required a cut out for removal. Although the fitting was within the passable specifications of the ILI tool, the vendor attributed the failure to the limited differential pressure available from the barge pump (85 psi) to drive the tool through the restricting span.
The operators cut out report also noted that there was a minor scaly build-up on the bottom portion of the line. The project’s failure lingers on as no additional line cleaning was attempted nor was the cause mechanism or impact of the scale determined. Additionally, the temporary installation of the pig barrels left no access fitting or facilitating modifications for future pigging.
The operator recently resumed the ILI effort by rethinking the primary event which created the initial failure: selection of technology prior to gaining a complete understanding of the pipeline. The fault was rectified by commissioning a pipeline inspection feasibility assessment study to determine what existing variables would impact the work and what pigging and ILI options were available and acceptable to the terminal operation. The conclusions of the study were:
• To ensure data quality and accuracy it would be imperative to remove the scaly debris from the line. Pipeline cleaning would be required prior to resuming ILI work. The cleaning must be completed in a progressive manner to prevent over collection of debris on any single run which could create a line blockage or a stuck pig.
• Modification to support temporary installations of pig barrels would be done in such a way that future inspections would only require bolting on of pipe assemblies without draining, cutting and welding of pipe.
• Temporary pumping capacity would be brought on-site to provide additional motive force as it could be required to propel pigs through the pipeline.
• Low-friction ILI tools would be considered above all others to reduce the operational risk of low pump pressures and lodging of pigs/tools.
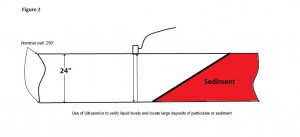
Figure 2: Location of the lodged ILI tool
Challenging (unpiggable) Lines – Tip Number 1: Low pressure systems are typically associated with spec product service as in the previous case study. Surprisingly, these types of pipeline systems can have significant amounts of debris (scale or particle matter) within them. Possible sources of the debris can often be traced back to original construction issues, or in the case of the wharf transfer line, barge bilge tank voiding and inadequate hydro-test dewatering. When pigging with low or limited operating pressures, it is surprisingly easy to plug a line during cleaning. To avoid plugging the line, use a gradual approach and perform continuous evaluation of cleaning effectiveness.
Mechanical Issues And Modifications
During the 30 years prior to the 2002 and 2004 Pipeline Safety and Integrity Management Improvement Acts, operators voluntarily completed mechanical modifications and retrofits to pipelines in the traditional (piggable) marketplace to accommodate ILI technology limitations of the relative times. The modifications included addressing items such as bend replacements, installation of “ILI-friendly” pig barrels, installation of bars on side and bottom T’s and removal of known passability restrictions.
In the post-legislative era, the mechanical modification and retrofit efforts to the addressable pipeline market continued, albeit in a mandated, but less ILI technology restrictive mode. The required work largely included additions of temporary or permanent infrastructure items to support launching and receiving of ILI tools, and addressing over- and under-bore issues such as dual-diameter lines and reduced port valves. Thirty years of ILI advancement made these previously tedious modifications less impactful, and in some cases, like retrofit of impassable 1.5D bends, a thing of the past.
As a result, many predict the end of the unpiggable pipeline in the traditional market sector. Arguably, for a time, this may have been true but regulatory expanse and public demand for pipeline safety now encompass tubular infrastructure never previously considered as a part of the pipeline integrity equation. As pipeline operators again move forward into another difficult-to-inspect pipeline world, consideration of current ILI possibilities is the logical starting point. ILI tools designed specifically for challenging pipelines, although more expensive to run, offer many ways to reduce overall costs including reduced need for pipeline modification. Table 2 provides a comparison of these physical or mechanical attributes.

Table 2: Mechanical pipeline attributes
**Pipe greater than schedule 80 is typically a problem because of its thickness. The material becomes too thick for proper saturation and corresponding leakage of magnetic flux fields for MFL inspection. Also, as one continues to move into the heavier and heavier pipe walls the corresponding inner diameter reduction can impact the passage of standard cleaning tools.
Case Study Number 2: Terminal Interconnection Pipeline
A large oil storage terminal and tank farm operator planned to inspect a product delivery lateral pipeline to address pipeline integrity concerns and company policies. Typical operation of the 20-inch interconnect line provided a flow path from one distribution manifold to another. The line operated in either flow direction as required by the terminal. The line has not been pigged since its construction.

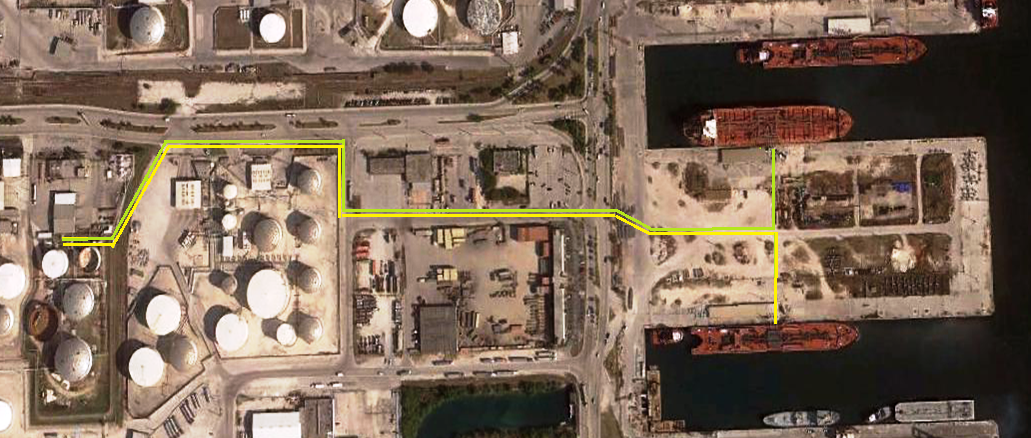
Figure 3: Aerial view of 20-inch terminal pipelines
General system information:
• 20-inch oil transfer pipeline; receipt manifold to terminal A.
• 11,475-foot x 0.312-inch wt; grade X-52
• Operations – near continous
• Flow, bi-directional, rates of 2,500 to 6,000 Bbls/hr.
• No launchers or receivers in place
• Constructed in 1967
Since the inline inspection method for this pipeline was not immediately obvious, the owner decided to initiate the project by addressing the supporting mechanical work as a first priority. Internal evaluation of the costs associated with installation of a launcher and receiver was estimated in excess of $500,000, which excluded the outage time for the system. These modifications costs surpassed the entire alloted inspection budget.
To secure the work in the timeframe and budget established, an ILI feasibility assessment study was commissioned.
By reviewing available ILI technologies, it was determined that the modification budget could be reduced by about 60% through the use of a single-body, ultrasonic, bi-directional ILI tool. The innovative modification also created a layout which would facilitated future inspections. Further cost reductions were realized by eliminating the need for a “kicker” line on the barrel by using a pressure pump/tank truck to accommodate temporary flow for launching and receiving the ILI tool.
Challenging (unpiggable) Lines – Tip Number 2: ILI access points are often the leading variable in budgeting costs for challenging (unpiggable) pipelines. It is not uncommon to class a pipeline as unpiggable due to poor or non-existent access points for pig insertion and extraction. When mechanical modifications become necessary, forward-thinking piping conversions can save money and leave legacy structures for future inspections.
Modifications become even more expensive when fitted kicker, drain and sump discharge lines are involved – consider temporary lines. Additionally, limited work space, interference with other structures, and ancillary support equipment can make this work complex and costly. To be efficient, keep everything as lightweight and short as practical. Structures that are installed and then removed can be less imposing than permanent structures.
Cleaning And Pre-ILI Issues
Pipeline cleaning, or pigging, has been a part of pipeline maintenance since the construction of the very first pipelines. There is no need to go into the historic development of cleaning pigs and the numerous applications they now have as this topic has been discussed interminably to ad nauseam. What is important to this discussion is – regardless of pipeline type (unpiggable or piggable), regardless of inline inspection technology, regardless or pipeline product, regardless of anomaly class – accurate data collection starts with a clean inner wall pipe surface.
Two cleaning methods dominate: mechanical cleaning with scraper pigs and chemical cleaning enhanced with scraper pigs. Line cleaning in the liquid pipeline market is typically completed with mechanical cleaning pigs only. Natural gas transmission pipelines that suffer from difficult-to-remove black powder build-ups often rely on injection of proprietary chemicals as the most effective means to accomplish cleaning. To conclude, line length, product, flow and pressure are all important factors in development of cleaning programs of any type.
Other variables that should be considered as a part of the cleaning plan can include: the pigging frequency and pigging history (if any) of the line, whether bi-directional flow is available, the right-of-way and access to the line for pig tracking and as a consequence measure, the ability to excavate blockages, and the availability of drawings and technical documentation. Table 3 shows a comparative look at these physical and mechanical attributes.
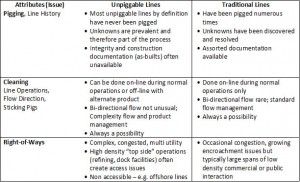
Table 3: Cleaning attributes
Summary And Conclusions
Unpiggable pipelines continue to present significant challenges for inspection, but with advanced planning and respect for the complexity, they can be completed and classed as difficult-to-inspect pipelines. Recognition of pipeline attributes should play a significant role in selection of appropriate inline inspection technology:
• Low flow and low-pressure piping systems require light, low-friction tools.
• Limited space systems benefit from short tools.
• Systems requiring launch/trap modifications can realize economic relief by using bi-directional tools.
Additionally, the effects of difficult to avoid pitfalls, such as sticking pigs in unknown line features, can be reduced with bi-directional flow and by reserving some of the available pump pressure for reversing and freeing pigs, as opposed to continued forward pumping and wedging.
The benefits of inspection feasibility assessment engineering reports can prove to be extremely beneficial with respect to planning, procedure preparation, scheduling and budgeting. If a pipeline owner’s desire is to convert unpiggable pipelines to merely difficult-to-inspect pipelines, then a feasibility assessment report should be the first step.
Authors
Ron Maurier oversees Pipeline Integrity Management services at Quest Integrity Group. Prior to joining Quest Integrity in 2011, he spent 10 years with Tuboscope Pipeline Services in business development and as vice president of Operations, and 13 years with Corrpro Canada as vice president of Pipeline Services. In addition to corporate management responsibilities, he served as an on-site project manager, developing skills and processes for batching of ultrasonic inline inspection (ILI), pigging and cleaning of unpiggable pipelines, completion of international projects and integration of direct assessment (DA) & ILI integrity evaluation methods. He is a member of several industry associations and knowledge sharing groups.
Michael McGee has been a technical advisor for Quest Integrity Group’s Pipeline Division since coming onboard in 2009. Before joining Quest Integrity, he spent six years with Rosen Inspection Technologies, working his way from technician to lead area manager of Technical Services for North America. He has been selected as a featured speaker on pipeline pigging for the Petroleum Extension Service of The University of Texas and is founder of the Difficult and Unpiggable Pipeline Inspection Solutions Forum.

Comments