
March 2012, Vol. 239 No. 3
Features
Localized Corrosion In Condensate Transfer Pipeline
After four years of intermittent operation, a pipeline transferring condensate to an export tank experienced a leak at one of its elbows. Circumferential welds had no relation to the problem elbow.
It was concluded that localized pitting corrosion, induced at the 6 o’clock position on the inner surface of the pipe’s elbow, was the main failure mechanism. The lower level of the pipe’s elbow, together with the existence of water inside the pipe, provided the condition most suitable for a build-up of concentration cells, particularly during operational outages, when stagnant or no-flow conditions existed.
The problem was solved by replacing the failed elbow with a new one. It was decided to carry out non-destructive testing for other similar elbows within the system to check the wall thickness and – if necessary – execute replacements. The drainage system for water from the condensate export tank needed to be reconfigured so that water from the tank would not be allowed to enter the pipeline on the suction side of the tank.
A little background. A natural gas production field had been set into operation about eight years ago. Natural gas produced from the field is processed through different stages for separating condensate, water and salt. The separated condensate is transferred to the condensate export pump/tank for onward transmission to the refinery for treatment.
The pipeline transferring condensate to the export pump/tank is eight inches in diameter and made of ASTM A106-Grade C steel. The suction side of the pump is not exposed to any great pressure, only the hydrostatic pressure from the tank level. The pump will have a flooded suction and the system is operated intermittently.
Let us look briefly at the non-destructive investigation of the leak. On-site inspection showed that the leaked zone of the pipeline was located at the 6:00 clock position. Except for this failed zone, the outside anti-corrosion painting layer of the pipeline was not damaged and was still intact.

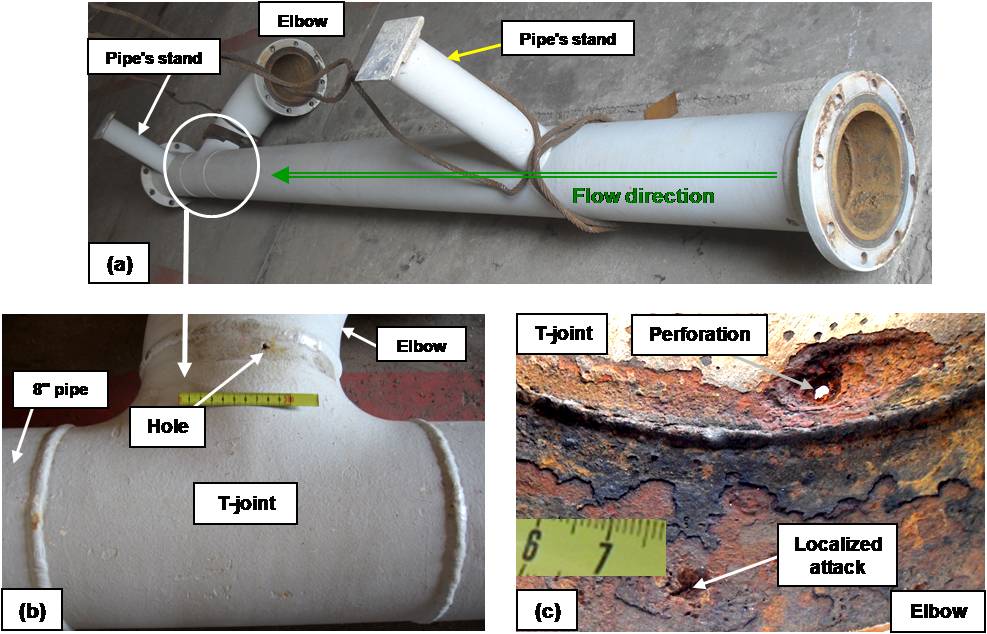
General view of the failed pipe spool and enlarged view of outer surface of failed zone as well as close up view of inner surface of failed zone are shown in Figure 1. The spool included not only the failure zone, but also several other welds in the same service in order to clarify if these welds showed any sign of incipient failure. In other words, the spool included six circumferential welds connecting the pipe with both flanges and T-joint as well as an elbow with both T-joint and flange.
Visual inspection of the outer surface indicated that the failed zone was located about 0.78 inches (20 mm) away from the circumferential weld-connecting T-joint with elbow (Figure 1-b). Inspection of the inner surface confirmed that the failed zone has experienced perforation with irregular hole diameter of 5 mm on T-joint side as well as localized attack on elbow side, away from circumferential weld connecting the T-joint with elbow (Figure 1-c).
In addition, an adhesive scale layer on inner surface of failed zone was observed (Figure 1-c). Analyzing this scale using the X-ray diffraction (XRD) technique showed that the main components of the scale was iron oxide; magnetite (Fe3O4) and Goethite; FeO(OH).

Figure 2 shows general and enlarged views of the elbow’s inner surface. The most important feature to notice is the localized corrosion attack confined to the 6:00 clock position zone.
Let us briefly discuss the destructive investigation. Chemical analysis confirmed that chemical composition of the pipe material conformed to ASTM A106-Grade C steel and that of the circumferential welds was typical for those used with the pipe material (Table 1).
![]()
Regarding the metallographic examination, optical micrographs with different magnifications of cross sections taken from the 6:00 clock position of the failed pipe elbow are shown in Figure 3. The important feature to notice is the localized corrosion attack at the inner surface of elbow, away from its circumferential weld to the pipe.
No indications of localized corrosion attack were observed at the outer surface. In other words, the localized corrosion attack was confined only to the inner surface of pipe elbow. Note the normal ferrite-pearlite banded structure with no lamination or other internal defects.

In order to increase the lifetime of the subject condensate transfer pipeline – where localized attack is expected – the drainage system of water from the condensate tank needed to be reconsidered so that water from the tank would not be allowed to enter the pipeline on the suction side.
Also, periodic inspection of the condensate transfer pipeline should be carried out, particularly for the elbows, to follow up on reduction in wall thickness so that sudden failure can be avoided.
Editor’s note: This article is an excerpt from a longer presentation. To obtain the full report contact the author at elbatahgy@yahoo.com.
Authors
Abdel-Monem El-Batahgy is head of the Manufacturing Technology Department of the Central Metallurgical R & D Institute in Cairo, Egypt.
Martin Wheeler is general manager and Process & Operational Safety Expert, for Rashid Petroleum Company, Cairo, Egypt.
Figure 1: (a) General view of failed pipe spool, (b) enlarged view of outer surface and (c) close up view of inner surface of failed zone. Note perforation on T-joint side and localized attack on elbow side, away from circumferential weld. Note also the adhesive scale layer on inner surface.
Figure 2: (a) General and (b) enlarged views of inner surface of pipe elbow. Note localized corrosion attack confined to 6:00 clock position zone.
Figure 3: Optical micrographs of cross sections taken from 6:00 clock position of failed pipe elbow. Localized corrosion attack was observed only at inner surface. Normal ferrite-pearlite banded structure with no lamination or other internal defects was observed.

Comments