
March 2023, Vol. 250, No. 3
Features
Creative Coating Solutions Make for Smooth Pipeline Expansion
By Dr. Jeffrey David Rogozinski, Global Product Director – Fusion-Bonded Epoxy/Pipe, Sherwin-Williams Protective & Marine
(P&GJ) — How does an ambitious gas pipeline expansion, running nearly half the width of Texas, get coated? One spiral weld section of pipe at a time.
To protect the more than 250 miles of new pipe added to the Whistler Pipeline in the southwest of the Lone Star State, applicators got inventive – creating an efficient and resourceful approach that helped the job flow as smoothly as the energy resources the pipeline now carries to millions of customers (Figure 1).

More than 18,000 pipes went through the rigorous coating process at Stupp Coatings’ facility in Baton Rouge, Louisiana. With a tight deadline of 48 weeks to fully coat and transport the pipes to the construction site, the coatings team needed to maintain a constant level of productivity to keep the project on schedule.
Going into the project, pipeline co-owner WhiteWater Midstream LLC, an Austin, Texas-based midstream oil and gas company specializing in large infrastructure, knew maximizing efficiencies would be key as well. To coat and deliver more than 400 pipes a week would only be possible with the specification of easy-to-apply, fast-curing coatings that required minimal touchups and enabled rapid handling.
The coatings applied to the pipes needed to be durable enough to resist damage during installation, as WhiteWater was looking to streamline the process by eliminating the use of a polymeric protective wrap. This wrap is typically used to protect the applied coatings from damage during the backfilling of trenches. Without the use of this external wrap, the coatings would need to be able to withstand the impact of rocks and debris falling on the pipes during the backfilling process.
A suitable coating solution emerged – Pipeclad 2060 Moisture Resistant Overcoat (MRO) from Sherwin-Williams Protective & Marine, which is also an abrasion-resistant overcoat (ARO). This dual-layer powder system offered the applicator the ability to apply two necessary layers in tandem – a base anti-corrosion, fusion-bonded epoxy (FBE) layer of Pipeclad 2000 and a damage-resistant Pipeclad 2060 MRO layer.
By applying the top MRO layer coating to the pipe directly following the base layer, this process did not significantly add to the overall time of the project. As a result, robust protection against both corrosion and pipeline damage was achieved within nearly the same time frame required to simply stave off corrosion.
The strong degree of damage protection provided by the MRO coating was also needed during pipe storage and transit – and especially at the application site, where WhiteWater was counting on the coating possessing the durability to allow backfilling in particularly rocky terrain (Figure 2).

Impact and cold flexibility tests had proven the MRO coating was up to the challenge. In fact, confidence in these testing results allowed WhiteWater to forgo the traditional application of polymeric protective wraps during pipeline installations – a time-consuming and costly process – in favor of relying on the dual-layer coating system. As a result, WhiteWater achieved a substantial improvement in the efficiency of the pipeline installation.
What’s more, by spraying the MRO product at essentially the same time as the FBE layer, a high level of efficiency in applications was achieved. The applicator also saw a dramatic reduction in post-application holidays, which are discontinuities in the coating.
Stupp Coatings particularly noticed the benefit at weld seams on the spiral welded pipe, especially compared to results from previously used coating systems. This resulted in a reduced need for coating touchups at the shop and quicker completion and delivery of pipes.
As shown by the results of direct current voltage gradient inspections conducted after the pipes were welded together and installed in the field, the MRO coating on the pipes proved to be just as effective as polymeric protective wraps in protecting against corrosion and damage, making it an ideal solution for WhiteWater’s pipeline operations.
Shop Application
The Whistler Pipeline is an approximately 450-mile, 42-inch intrastate pipeline that transports natural gas from a western interconnect with the Waha Header near Coyanosa, Texas, in the Permian Basin, to an eastern terminus near Agua Dulce, Texas. It also includes an approximately 80-mile, 36-inch lateral that provides connectivity for gas processors in the Midland Basin. Providing a direct link to consumers and markets in South Texas, the venture is a partnership between WhiteWater, MPLX, WTG and Stonepeak.
Shop technicians sprayed a single layer of the material to more than 130 miles of pipe (nearly 9,500 pieces) to be installed in relatively gentle stretch of terrain. When applied onto heated and prepared pipes, the powdered FBE creates a near-instantaneous barrier coating designed to deliver long-term corrosion resistance to the below-grade pipeline. When used in conjunction with cathodic protection (CP) systems, the hard coating gives protection against impact, abrasion, immersion in chemicals and cathodic disbondment.
Added protection was needed for the approximately 120 miles of the pipe (nearly 8,800 pieces) headed for installation in rockier terrain. Both the base anti-corrosion layer and a damage-resistant MRO layer was applied to the pipes. The added layer offered exceptional durability, providing an even higher level of resistance to abrasion, impact, and general wear and tear than the foundational layer alone (Figure 3). It also eliminated the need for polymeric wraps.

Choosing a dual-layer coating system was influenced by the benefits of applying both layers almost simultaneously. Two booths were set up side by side, one for FBE applications and one for MRO, so that both coatings could be applied sequentially. The applicator did not have to endure additional operating expenses as the MRO booth was already an existing booth for applying ARO coatings.
Applicators first applied the base anti-corrosion layer to the 76-foot-long pipes and then applied the MRO layer immediately after. The FBE and MRO coatings chemically react to form covalent bonds, thereby making a monolithic coating from substrate to surface with a stratification of properties.
“The first FBE layer is an excellent base coat because it flows into the substrate really well – it’s not as hard, so it has better flow characteristics,” said Patrick Shea, president, Stupp Coatings. “Then you put the MRO crosslinked on top to give it added protection.”
By applying the dual-layer coating system in quick succession, the coating process was made more efficient as it allowed the pipes to pass through the coating line at rates comparable to single-layer application speeds. The entire process – including blasting, applying the dual-layer coating, curing, quenching to cool the pipe, and inspection – only took up to 30 minutes per pipe (Figure 4).

“With this amount of pipe, we accelerated application to each pipe section, to around 14 feet per minute,” said Shea. “This also allowed us to maximize the protection of both layers. We were very happy with the quality of the product coming off the line.”
The inspection of the coated pipes revealed minimal need for touch-ups, allowing for most of the pipes to be quickly moved to the final stages of completion and delivery. The coatings even successfully filled in the seams of spiral welded pipes, which are typically difficult to fully cover during the application process.
Installation Potential
One of the key criteria for WhiteWater to choose the MRO coating solution for the Whistler Pipeline project was its ability to perform in rocky soil environments without the additional protection of a polymeric wrap during the backfilling process.
The standard method of pipeline installation involves digging trenches for miles, laying pipes, welding them together and covering them with a protective polymeric material before refilling the trenches with the original soil. But this backfilling process can be harsh on coatings applied to pipes, particularly in rugged areas. Impacts from rocks and debris can damage the coating, leaving the steel pipe substrate exposed and vulnerable to corrosion, which is why polymeric wraps are commonly used.
These wraps provide a protective barrier around the pipes and help absorb impacts and reduce the likelihood of scratches and abrasions on the coating surface.
While polymeric wraps can effectively protect pipes from damage, they are costly and time-consuming to apply in the field. The wrap is applied manually or with automated tools, leaving overlapped material around the pipe. This process demands additional labor, extends installation time and increases overall project costs. These added costs and delays were the main factor for WhiteWater to explore an alternative way to safeguard FBE pipeline coatings.
This decision paid off, as the dual-layer FBE/MRO system allowed for the installation of 120 miles of pipes in a shorter period, compared to using single-layer, FBE-coated pipe with wraps. Additionally, WhiteWater was able to cut down on labor and material costs associated with the use of the wraps.
“Achieving the equivalent protective strength of wrapped plastic with high-quality coating materials not only helps us meet many goals at once, but also eliminates an entire installation step in the field,” said Steve Nelson, vice president of Major Projects, WhiteWater.
Based on consultations, WhiteWater decided to evaluate the MRO coating to ensure it could withstand the harshness of native backfilling and potentially eliminate the need for polymeric wraps during field installations. Sherwin-Williams created and subjected several coated samples to thorough testing, using methods outlined by Canadian Standard Association specifications.
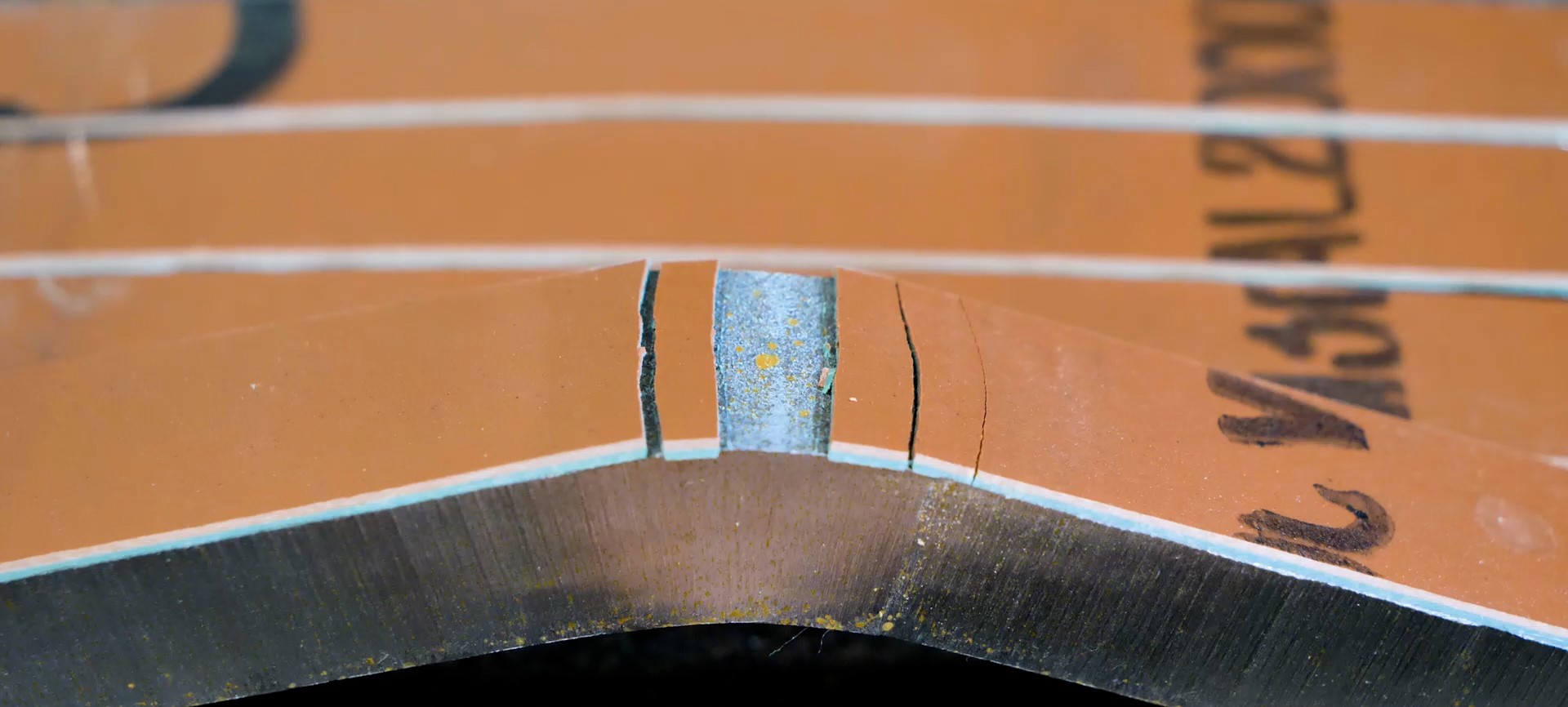
For example, lab technicians performed impact testing (Figure 5) to determine the coating’s damage resistance when being struck by objects. In addition, technicians tested the cold flexibility of the coating by scoring cold coated samples with a knife, and then bending them to determine at what bend radius the coatings would crack and flake off (Figure 6). Impact testing was also performed by dropping rocks on coated pipes to see if the coating would stand up to the impact.

“WhiteWater needed a robust coating that could bend in the field while being moved in different terrains – and not sustain damage from backfill,” said Shea. “Extensive lab and field tests showed the coating system would protect the pipes under these challenging conditions.”
After evaluating the MRO coating and seeing its exceptional performance, WhiteWater was convinced that it could withstand the rough conditions of native backfilling, which allowed installers to forgo the use of polymeric wraps.
Additionally, the MRO coating does not interfere with the flow of electrons, which means it is compatible with the pipeline’s backup CP system. Furthermore, the coating’s resistance to moisture helps prevent water from penetrating the base anti-corrosion layer, resulting in longer-lasting protection against delamination and cathodic disbondment.
“Following pipeline installation and backfilling operations, installers conducted direct current voltage gradient inspections to confirm the CP system was operational and to verify there were no areas with significant spikes that would indicate coating damage,” said Nelson. “These inspections proved the validity of our choice.”
Efficiencies Realized
Keeping the project on schedule required a combination of efficiencies in the shop and on the job site. By using an innovative, dual-layer coating application method, they were able to increase production and reduce damage to the pipes.
This resulted in significant cost savings for backfilling and installation without compromising the integrity of the pipeline. The durable and flexible coatings used made all this possible and will continue to protect the pipeline from corrosion and wear for many years, ensuring the continued flow of energy.
Author: Dr. Jeffrey David Rogozinski is global product director – Fusion-Bonded Epoxy/Pipe for Sherwin-Williams Protective & Marine. With more than 30 years’ experience in coatings and academia, he is responsible for developing protective coatings, powder coatings, resins and additives for the oil and gas, pipeline, and bridge and highway markets. Rogozinski holds a doctorate in applied science for polymer and composite chemistry. He can be reached at Jeffrey.Rogozinski@sherwin.com

Comments