
October 2020, Vol. 247, No. 10
Features
How to Repair Large Pipes at Break Point Using FRP Laminates
By V. Firat Sever, Pipeline Division Manager, QuakeWrap
The energy transportation network of the United States consists of more than 2.5 million miles (4 million km) of pipelines, operated by about 3,000 companies, according to the Pipeline and Hazardous Materials Administration (PHMSA).
This network includes 182,000 miles (293,000 km) of hazardous liquid and carbon dioxide pipelines, 325,000 miles (523,000 km) of onshore and offshore gas transmission and gathering systems pipelines, and 2.1 million miles (3.5 million km) of gas distribution mains and services pipelines
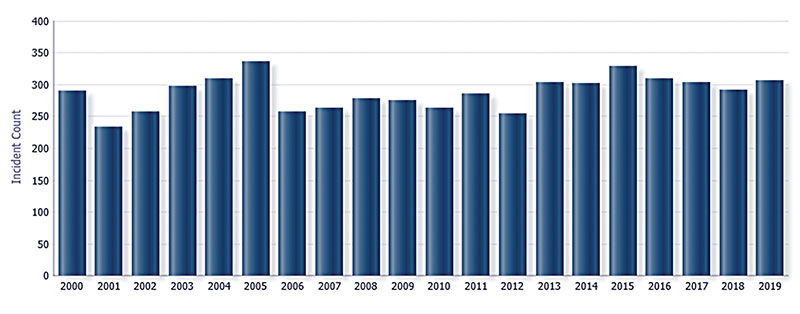
PHMSA reports a total of 5,745 pipeline incidents with 282 deaths and 1,193 injuries in the 20-year period from 2000 through 2019. Moreover, these incidents cost $10.4 billion in damages, a huge sum to absorb by any industry. (Figure1)
Most oil and gas transmission pipes are repaired externally by excavating around a damaged or leak site, preparing the pipe surface and mechanically installing a repair product such as a clamp or wrap on the outside of the pipe. Welding is also a common form of repair that requires shutting off gas to customers.
Currently, repairs are performed by shutting off the gas, cutting open the pipe and manually replacing the pipe. The available repair methods are disruptive, require access by destructive means and are costly in terms of time and resources. For example, a Centreville, Va., pipeline failure resulted in accident-related expenses over $16 million as a result of a bulldozer gouging a hole in a gasoline pipeline.
The Failure Four
Based on PHMSA’s investigations to date, the following four classifications of failure can be listed for oil and gas transmission pipes:

Internal corrosion: Internal corrosion occurs due to environmental conditions on the inside of the pipeline. In most cases, the corrosive materials are contaminants naturally contained within the transported commodity, such as hydrogen sulfide, carbon dioxide, other chemicals or even water.
Internal corrosion results in metal loss in the pipe. Over time and if left unmitigated, internal corrosion can cause the steel to lose its strength and possibly render it unable to contain the fluid in the pipeline at its operating pressure (Figure 2).
Stress corrosion cracking (SCC): SCC in pipelines is a type of environmentally assisted cracking. SCC results from the formation of cracks due to various factors in combination with the environment surrounding the pipeline that together reduces the pressure-carrying capability of the pipe.
Selective seam corrosion (SSC): SSC is a localized corrosion attack along the bond line of low-frequency electric resistance welding (LR-ERW) and electric flash welding (EFW) that leads to the development of a wedge-shaped groove. This type of defect is more common for the pipes manufactured before 1970 due to technology and quality control issues.
Material/weld failure: During the manufacture of steel, impurities can sometimes remain in the molten steel. These impurities can cause an incomplete bonding of the material in the steel plate or solid round steel billet used to produce pipe and other pipeline components. Common defects due to these impurities are laminations, inclusions (of foreign material), blisters and scabs. Failures due to welding defects (both longitudinally and horizontally) are also common and typically a result of burnt pipe edges, incomplete fusion, hook cracks, cold welds and weld metal cracks.
The experience and data to date suggest there is a need for practical solutions to address pipeline failures in conveying hazardous fluids. A key aspect is identifying pipe segments with a high risk of failure, and the industry has made substantial progress in that department.

Rehab Solution
The next step is rehabilitating those pipe segments before they fail in a feasible and economical manner with minimal impact to operations. SuperLaminate is already a proven technology, but needs further refinement to expand its capability of rehabilitating larger diameter steel transmission mains in a nondestructive manner.
There are also a couple of internal pipe rehab technologies for point repairs including segmental cured-in-place-pipe (CIPP) . New technologies in the pipeline rehabilitation field emerge on an annual basis. A key aspect is identifying pipe segments with a high risk of failure, and the industry has made substantial progress in that department.
Internal Repair Innovation
The system is a proprietary design with essentially carbon and glass fiber-reinforced polymers (FRP) as a segmental pipe lining solution deployed by an inflatable packer (Figure 4). The main material used is carbon-fiber reinforced polymer (CFRP), which is a very high-strength (tensile modulus of elasticity up to 20 x 106 psi) and lightweight material.
The laminate is being improved further for installation without excavation by using existing launch pads in oil and gas transmission systems. This results in a carbon footprint of 70% less than the conventional, open-cut repairs.
Conclusion
The initial version of SuperLaminate as a precured, hard CFRP lining was successfully applied in many gas distribution pipe repairs by PSE&G over the last eight years without any significant issues reported. It can span gaps of up to 2 feet (0.6 meters) (and possibly larger) along pipelines.
The new version under development will enable installing the system through bends, so that point repairs can be performed utilizing launch pads, without causing any damage to the existing pipe. This effort is currently supported by the U.S. Department of Transportation (DOT) and PHMSA by a Small Business Innovation and Research (SBIR) grant.
Author: V. Firat Sever is the pipeline division manager at QuakeWrap, Inc. His approximately 17 years of industry experience in the field spans a wide variety of projects, including small/large conventional, design/build and high-profile international research projects. Prior to joining QuakeWrap in 2018, he had worked as a consulting engineer for 13 years.


Comments