
December 2016, Vol. 243, No. 12
Features
Inline Inspection with Non-Destructive Evaluation Provides Verifiable, Complete Records

To comply with regulatory requirements that help ensure safety, pipeline operators are under increasing pressure to document pipeline integrity data. Some of the latest requirements to verify reliable, traceable, verifiable and complete (RTVC) records include hydrostatic test reports, maximum allowable operating pressure (MAOP) validation, and mill-test reports (MTR) for specific lots of pipe.
For operators of newer pipelines, those constructed during the last two decades, the required information is likely to be easily accessible.
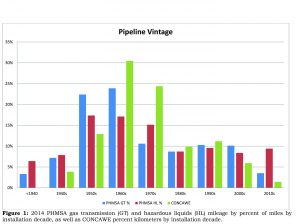
But what about pipeline segments that are decades old? According to the 2014 Pipeline and Hazardous Materials Safety Administration (PHMSA) annual report data, 57% of U.S. gas transmission pipelines were installed prior to 1970. For U.S. hazardous liquids, pre-1970 pipelines represent 49% of total onshore assets. Meanwhile, Conservation of Clean Air and Water in Europe (CONCAWE) data indicates 47% of the assets they cover were installed prior to 19702 (Figure 1.)
While it does not explicitly contain data related to the installation decade, the European Gas Pipeline Incident Data Group’s (EGIG) report published in 2015 does address the influence of the age of pipelines on failure frequencies. These pipelines may contain integrity threats specific to the manufacturing processes of the time.
In his paper, Dealing with Low-Frequency – Welded ERW Pipe and Flash– Welded Pipe With Respect to HCA-Related Integrity Assessments, John Kiefner discussed cold welds, stitching, hook cracks and grooving corrosion in the bond-line as being associated with vintage pipe and the related manufacturing processes.
Although with good maintenance and management, aging pipelines can operate safely, detailed records that support current operating pressures or identify pipe type may be long gone. And for assets sold multiple times, it’s possible that important integrity documents exist, but were simply never transferred from one operator to the next.
Fortunately, it is possible to overcome incomplete records and ensure a sound integrity assessment program for aging pipeline assets. Through a process known as pipe identification (PI) that combines advanced inline inspection (ILI) and non-destructive evaluation (NDE) techniques, operators can recreate important pipe material records, close documentation gaps and ensure the appropriate level of risk is applied to specific pipe joints.
Material Documentation
Events of the last decade led to increased emphasis on establishing RTVC records. Some of the resulting regulatory actions include:
- Pipeline Safety Act (PSA) of 2011
- PSA Section §23(a) 60139(a) and (b) – Verification of Records and Reporting – requires U.S. pipeline operators to identify pipe segments for which they do not have records to substantiate MAOP for all gas transmission steel pipe (Class 3, 4 and all HCAs).
- PSA Section §23(a) 60139(d) – Testing Regulations – requires tests to confirm material strength of previously untested gas transmission steel pipelines in high-consequence areas (HCAs) and operating at a pressure greater than 30% specified minimum yield strength (SMYS) that were not previously pressure tested. These tests can include pressure testing or alternative equivalent means such as ILI programs.
- 10, 2011, PHMSA issued Advisory Bulletin ADB-11-01, establishing MAOP or MOP, using record evidence, and integrity management risk identification, assessment, prevention and mitigation.
- May 7, 2012, ADB-2012-06, specifically addressed records verification for both natural gas and hazardous liquids pipeline operators – stating such records shall be traceable, verifiable and complete.
- In 2013, the concept of integrity verification process (IVP) was introduced. A preliminary natural gas transmission chart was published on July 8, 2013, followed by an update on Sept. 10, 2013. A hazardous liquids draft IVP chart was issued on Sept. 17, 2014.
The intent of IVP was for pipeline operators to focus on pipe that may be most susceptible to insufficient records used in establishing current operating parameters. This includes hydrostatic test records to confirm MAOP, hydrostatic integrity test, pipe type records (seamless vs. seamed pipe) and pipe grade. Pipelines most relevant for IVP are aging assets, those grandfathered or deemed “vintage” and installed prior to 1970.
On March 17, 2016 PHMSA released the proposed rule outlining new safety regulations for natural gas transmission and gathering pipelines. One of the many proposed updates requires obtaining RTVC records where they do not exist, Section § 192.607. The requirements apply to pipelines located in high-consequence areas, or segments located in Class 3 or 4 locations. Both destructive and non-destructive options are detailed.
MDS Platform
The multiple data set (MDS) platform combines various technologies – including deformation, high-field axial magnetic flux leakage (MFL), spiral MFL, low-field MFL, and XYZ mapping – on a single device, overcoming individual technology limitations (Figure 2). MDS allows fusion with different data sets for comprehensive detection, characterization, sizing and prioritization of potential integrity threats.

In addition to comprehensive assessment of a pipeline asset, aging or otherwise, data obtained by the MDS platform can be used to group pipe joints by characteristics. Each individual technology on the inspection vehicle plays an important role in identifying specific features of a pipe joint. These features may pertain to raw material, manufacturing process and construction. Accurately identifying like pipe joints is the first step in the regeneration of material records for a pipeline segment.
Pipe Joint Classification
Raw material, or skelp/ingots, contain artifact patterns in the circumferential and axial direction, material thickness and magnetic properties – including magnetic permeability, saturation and coercivity – resulting in a magnetic fingerprint.
Milling further affects the properties of constructed pipe joints. For seamed pipe, raw material goes through a rolling or forming process, welding, seam trimming, cooling, quenching and sizing. Seamless pipe does not contain a longitudinal weld seam, as the name implies, and is created by taking a billet of molten steel and piercing with a steel mandrel.
The resultant pipe joint contains a wide range of variables for classification based on the process used. Some of these elements include length, wall thickness, bore, internal surface, magnetization level, and axially or circumferentially oriented fabrication artifacts.
Still other attributes associated with pipe joint fabrication include the longitudinal seams themselves, such as trim, magnetic response and seam deformation height. For seamless pipe, artifacts include clockwise and counter-clockwise orientation from the mandrel, and frequency of the striations left as a result of manufacture.
Figure 3, displaying three different pipe joints, includes raw data examples for each technology incorporated on the MDS platform. Each dataset is scrutinized for specific attributes, both qualitative and quantitative, and used to align every pipe joint in a given pipeline to a specific group or bin.
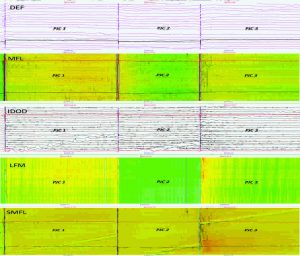
All three joints were manufactured using the electric resistance welding (ERW) process. Even so, each joint has quite different attributes. Note variations in the trim within deformation (DEF) and inner-diameter, outer-diameter (IDOD) data, slight magnetic differences in magnetic flux leak (MFL), substantial magnetic permeability variances within low-field magnetic (LFM), and differing seam characteristics in each joint within the spiral magnetic flux leakage (SMFL). These and other properties are used to categorize pipe joints into their respective bins.
Pipeline joint classification (PJC) also applies to the identification of outliers – joints that may have been replaced at some point during the pipeline’s life cycle, though were not accurately documented when repairs or other modifications were made.
The identification of these joints can also be referred to as “discrepancy analysis,” a key compliance element in API 1163 – Inline Inspection Systems Qualification Standard: 2013 Edition. Section 8.2.4 Discrepancy Analysis of Pipeline Component Records, which states ILI results should be used as a means to verify an operator’s records. According to the standard, record types that could be verified consist of pipe, fittings and repairs. The PJC process aligns with this requirement, and in addition to verifying those three types, will clearly identify outliers requiring further attention.
B what if RTVC records are not available to correlate with PJC, or limited RTVC records are available?
Positive material identification (PMI) is an in-ditch, NDE process to establish mechanical properties and chemical composition in-situ, that doesn’t require line shutdowns, and results in pipe-body grade determination for a given pipe joint.
The PMI test method can be applied to all vintages of carbon steel line pipe in the oil and gas industries to determine material grade as defined by the American Petroleum Institute (API) 5L Specification. This process can identify both yield and tensile strengths, along with chemical properties and carbon equivalence. Accuracies have been developed through extensive testing, verification and blind tests, and independently validated by subject matter experts in metallurgy.
The process uses standard NDE methodologies, along with material property assessment (MPA) and optical emission spectrometry (OES) technologies. Figure 4 shows in-field application of MPA. Specifications for the process include ±10% accuracy with 95% confidence for yield and tensile strength, ±25% accuracy with 85% confidence for carbon, and ±20% accuracy with 90% confidence for manganese.

The proven PMI process began development soon after the initial advisory bulletin, ADB-11-01, was published on Jan. 10, 2011. The advisory discussed further enhancement of safety efforts, and implementation of the National Transportation Safety Board’s (NTSB) Jan. 3, 2011 recommendation to PHMSA concerning establishment of MAOP and MOP. This used record evidence and integrity management, threat and risk identification, risk assessment, risk information collection, accuracy and integration, and identification and implementation of preventive and mitigative measures.
PMI requires more than the use of one or two technologies. Obtaining accurate material and chemical results non-destructively, and precise correlation to pipe grade, requires a comprehensive process. PMI was developed over years and was proved in many laboratory and blind tests.
PMI is also completely non-destructive. Indentions from the mechanical properties assessment are removed and the area is magnetic-particle inspected to ensure the integrity of the pipe surface. Burn locations, thoroughly tested by a third-party laboratory through examination of the polished and etched cross-sections, show a maximum depth of penetration at the heat-affected zone of only 0.03302 millimeters/0.0013 inches.
Since commercialization, over 460 tests have been performed, with calculated grades covering A, B, X42, X46, X52, X56, X60, X65, X70 and X80. PMI testing has been executed for 29 different pipeline companies, with 10 operating hazardous liquids pipelines and 19 operating natural gas. Forty-seven percent of the tests were performed for liquid operators with the remaining 53% performed for natural gas operators.
Pipe Identification
PMI by itself will identify material properties for a given joint of pipe. With PJC, joints of pipe are identified with a given group, of which a subset can then be assessed by PMI to apply to a given bin. PMI, applied to a subset of joints within each bin, would then apply to the complete bin.
Pipe identification (PI) combines PJC to group pipe joints based on their characteristics with PMI to identify material properties where they do not exist. The end result is the alignment of PMI to PJC to create RTVC records for segments of pipe or an entire pipeline; PI = PJC + PMI. This process also identifies joints of pipe that may have been installed during replacement activities, though such modifications may not be reflected in company records.
PI addresses both the need to understand pipe configuration, such as wall thickness, bore changes, seamed or seamless and joint lengths, along with creation of RTVC records when they do not exist.
Conclusion
Documentation can be misplaced or simply not transferred during acquisition of pipeline assets. Manufacturing and construction practices for vintage pipe have been found to contain specific integrity threats after aging. Understanding the pipe in the ground and ensuring that material properties are known is critical to any integrity management program.
Leveraging ILI systems, such as MDS, allows comprehensive inspection of a given asset and provides information needed to group pipe joints by specific manufacturing, magnetic, wall thickness, internal surface, seam type, seamless and other characteristics.
PJC is a process developed to create bins of pipe joints and identify outliers that may be undocumented. PJC aligns with the API 1163 – Inline Inspection Systems Qualification Standard: 2013 Edition Section 8.2.4 Discrepancy Analysis of Pipeline Component Records, which states ILI results should be used as a means to verify that an operator’s records are a correct and complete representation of the components contained in the pipeline.
Through several years of development and testing, PMI is a proven, non-destructive method of determining material and chemical composition, which correlates to API 5L grade. Time spent developing this solution specifically for the pipeline industry made it clear that simply applying an indenter technology or other singular technology is insufficient to determine pipe grade. A prescriptive, controlled process is needed to obtain accurate and repeatable results.
PMI displaces destructive methods to determine pipe properties by cutting out a coupon and sending to an off-site laboratory. PMI also complies with non-destructive solution requirements and specifications for material documentation detailed in the March 17 NPRM outlining new safety regulations for natural gas transmission and gathering pipelines.
PI combines the latest ILI and NDE platforms and processes to create an NDS for the creation of RTVC pipe records. Understanding the type of pipe in the ground is necessary for MAOP validation, anomaly safe-pressure calculations, threat mitigation, and safety and protection of the environment.
Whether regulated or not, pipeline operators will assuredly benefit from identifying pipe configuration and closing records gaps that may exist. With about half of the pipe in the ground constructed prior to 1970, generating records via non-destructive means will be a crucial part of compliance and overall improvement in a pipeline integrity management program.

Comments