
May 2015, Vol 242, No. 5
Features
Process Modeling for Midstream Operations
Process principles governing the exploration, midstream and downstream operations in the oil and gas arena are by no means new. As with any process that has evolved through years of experiential knowledge, engineering took a backseat to first-hand experience. This is no longer the case in today’s midstream facilities. While the overall purpose of the industry has not changed, the process has been fine-tuned to suit shale type, more stringent product specifications and modified regulatory policies.
The need to maximize profits and minimize incidents, along with increased public awareness and growing government influence among a myriad of other factors, have forced operators to recognize and appreciate the benefits of the engineering process. The widespread acceptance of the role and capabilities of computational advancements have made it more commonplace for operators to take advantage of engineering. In addition, the relative low costs of engineering compared to the total installed cost (TIC) prove it would be an expensive mistake to bypass the engineering phase. The software tools available to engineer are quite impressive.
Most software packages target a specific market and have specialized tools developed for particular tasks. This offers engineering firms that serve several markets an advantage. Where one software package fails, another excels.
This article provides a broad overview of modeling a typical midstream facility. It also covers the capabilities and challenges of different software, as applied to the midstream market. Pipelines, Networks An essential part of siting a facility is getting the gas and liquid from the upstream location to the midstream facility, as well as moving the gas and liquid post-process to the downstream location for further treating or distribution.
The upstream location is usually a well pad or a collection facility. In the case of bigger midstream sites, it is not unusual for hundreds or thousands of well sites to feed collection points that in turn feed the treating site. Once the gas or liquids are treated, they feed either post-processing at a downstream facility or custody transfer skids en route to downstream operators that either post-processes or transmits the flow to end users. All this transmission is made possible by pipeline and pipeline networks spread over several thousand square miles. Hydraulic analysis is a key factor for optimal design and good engineering.
There are several questions to ask at this phase. For instance, is booster compression required? If the gas contains liquids, how much of the liquids will fall out in low spots? How often should the line be pigged to maintain operability? There are several tools available to perform a hydraulic analysis of the system based on the complexity of the proposed system and the type of answers sought. For example, if the goal is to design a pump that feeds an oil pipeline, one might use a single-phase software package.
If the task is to look at a single-phase network at a 50,000-foot level (lower resolution required), there is no need to model every bend in the pipe. SynerGEE Liquids approximates vast networks by using GIS data while tracking supply and demand points. Smaller networks can be run in ProMax (or similar process simulation tools) with greater attention to detail.
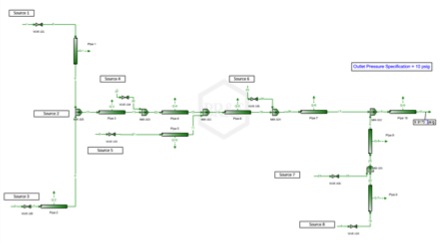
Large networks can drain computational resources since ProMax calculations can be intensive and consume sizeable memory and CPU space. It may be beneficial, in some cases, to isolate “problem areas” and simulate those in detail. For example: a pipe network (Figure 1). In this case, the final or outlet pressure was specified along with the composition, temperatures and flow rates of the sources. The survey data was first exported to excel and then imported.
When dealing with multiphase fluids, the formation of slugs becomes a possibility. If the pipeline profile follows several elevation changes, as it often does, this poses a few challenges. There is a need in these situations to evaluate segments of piping to establish the slug formation rate, slug size, and pigging schedules. Transient situations like start-up and shutdown also come with challenges such as liquid redistribution.
The oil and gas simulator (OLGA) offers high-powered analysis for these dynamic scenarios. The slug-tracking module tracks slug length, growth and decay. Calculations are resource-intensive, sometimes taking several hours or days to converge. Therefore, it is important to define the system correctly in order to facilitate convergence speed while maintaining accuracy. Flowmaster software also offers the option to evaluate transient systems, such as surge protection, valve dynamics, startups and trips. The wave and pressure fluctuation that propagates through the system can be characterized. Stoner Pipeline software also offers similar analytical capabilities. The hydraulic analysis of the pipelines feeding a facility provides input to the design of a separation system, if one is required.
The type and quantity of liquids entering with the gas, the expected slug volume during pigging, the liquids handling and removal rate from the separation system all play a role in determining the design basis for the system. In-Plant Headers, Piping Hydraulic analysis takes on a slightly different form within facility boundaries. While the overall goal remains the same, secondary factors are different. For instance, pipe sizes are usually smaller, making minor losses an important part of the analysis. Piping systems can be convoluted, especially in older facilities in which certain segments have been blinded off and others added on. Loops and bypasses in the system may pose complications.
Utility supply and return headers and vent/flare gas headers fall in this category. In certain situations, such as flare piping and blowdown systems, system dynamics become important. CHEMCAD Suite and Aspen HYSYS offer dynamic processing capabilities in addition to evaluating backflowthrough piping loops and bypasses. Consider the example of a blowdown system simulated in CHEMCAD (Figure 2.)
There are three systems that blow down to the flare:
- A high-pressure system consisting of two tanks. Both tanks are maintained at 900 psig. Tank dimensions are 40 feet S/S by 8 feet OD.
- An intermediate pressure system consisting of three tanks. All tanks are maintained at 350 psig. Tank dimensions are 40 feet S/S by 8 feet OD.
- A low-pressure system consisting of two tanks. Both tanks are maintained at 190 psig. Tank dimensions are 40 feet S/S by 10 feet OD.

Figure 2: Schematic of blowdown system to flare. In this scenario, what factors would count toward the primary design constraints?
• Time – the goal is to minimize the time taken to blow the system down.
• Velocity – Blowdowns are not normal operations. Therefore, it is not unusual to exceed velocity stipulations for normal operations. However, the velocity needs to be within reasonable limits to avoid excessive loading on the piping and the pipe supports.
• Flare Capacity – Flare manufacturers rate their equipment for smokeless operation as well as a maximum emergency capacity. The engineer or the operator must define what capacity number would be used as a design constraint.
The following would constitute as inputs to the system:
• Composition, pressure and temperature in each tank.
• Dimensions for each tank, including the knock out pot.
• Piping information for each pipe segment – size, length, fittings.
• A best guess of blowdown valve Cv for each system.
• A best-guess time schedule, if individual blowdowns are staggered.
Monitoring the flow to the flare chart demonstrated the flow is higher than 12 MMscf/d (flare smokeless capacity). A check on the velocity through the pipes showed that the velocity is in the 400 ft/sec regime. The simulation is reset to 0 minutes, and the Cv of the blowdown valve is reduced to lower the flow to the flare and the velocity through the pipes. Pipe velocity through the identified bottleneck is added to the list of parameters monitored during the simulation. The simulation is re-run.
This process is repeated until the flow to the flare (Figure 3) and the pipe velocities (Figure 4) show the velocity through the identified bottleneck are satisfactory.
At this pace, it takes 5½-6 hours to complete the blowdown for all seven tanks. Figures 5, 6 and 7 show the pressure profile inside the high-pressure, intermediate-pressure, and low-pressure system. The time lag in the intermediate- and low-pressure systems is in keeping with staggered blowdown schedule.

Figure 3: Vapor to flare (MMscf/d.)

Figure 4: Velocity in bottleneck (ft/s)

Figure 5: Pressure profile in an HP system.

Figure 6: Pressure profile in an IP system.

Figure 7: Pressure profile in an LP system.
Treating
The high installation rate of treating units has resulted in standardization of equipment in the form of “skids.” Skid manufacturers and vendors rate skids for a certain throughput. Operators and engineers can now pick one “off the shelf.” However, it is not uncommon for operators to customize parts of the skid to meet the demands of their process. Overall, treating technology remains similar between different midstream operators.
The gas may undergo separation, removal of certain components (carbon dioxide, water and hydrogen sulfide), and compression, not necessarily in that order or inclusivity. On the liquidside of the process, stabilization may be involved. Standardization of equipment means that simulating the treating units is not as time-consuming with minor shades of variation from one site to another. Most software packages offer a standard “stencil” that can be used as a starting point for each skid.

Figure 8: ProMax simulation of condensate stabilizer.
In the example (Figure 8), the key specification is the Reid Vapor Pressure of the stabilized liquid at 8 psi. The system, in this case, is an existing unit. Therefore, the maximum capacity of the equipment is fixed. The hot oil supply temperature is an additional limitation. This simulation identifies the reboiler heat duty to be the bottleneck for this stabilizer skid. Other treating units commonly include an amine unit, sulfatreats and dehydration skids.
Each process is controlled by the feed compositionand throughput as well as the product specification. In existing systems, design capacity may be a limitation. Recent Developments Interfacing process software with other programs has improved significantly. For example, while using survey data for miles of pipeline, most software programs have the capability of importing GIS data directly from mapping system files or AutoCAD files. SynerGEE permits the upload of base maps into the simulation where it may be displayed as a new layer. The pipes can be then be traced from the base map and digitized. In most cases, the capability of importing from excel is a standard feature. Pump curves and pipeline coordinates among other inputs can be easily imported this way as well.
An additional feature that several process software packages offer is the capability to export data from the simulation, run mathematical operations on the data, and return processed information to the simulation for use in a different section of the simulation. It is crucial for the engineer to be acquainted with the methodology and assumptions backing each option or selection. One of the most important tasks for the engineer is to validate and ensure the correct thermodynamic data is being used for the system. Simulation results are only as good as the input data and the suitability of the calculation methodology used by the thermodynamic model chosen.
One challenge for simulating systems has been – and will likely continueto be – the availability of real-world data. This is especially true when the system in consideration has deviated from the normal operating regime as in the case of an overpressure scenario. For instance, during a fire, the system temperature or pressure may rise above the critical temperature or pressure. In this area of the P-T curve, system data cansometimes be a challenge to obtain and validate.
Conclusion
With the changing scene of oil and gas exploration, more operators are recognizing the need and the cost-effectiveness of engineering the process design. Simulating the process is clearly beneficial. In a matter of a few hours or days, one can optimize the process and obtain real answers to important questions. The wide palette of software packages available makes itpossible to capitalize on the strengths that each offers.
Author: Anita Stephens is a registered professional engineer with nine years of process engineering experience at Hunt, Guillot & Associates (HGA). She has worked in the oil and gas, refining, specialty chemicals, CNG and alternative energy sectors. Stephens holds bachelor’s and master’s degrees in chemical engineering.

Comments