
September 2010 Vol. 237 No. 9
Features
Identifying Pipe Joints With Low Mechanical Properties
During field hydrostatic tests on some new U.S. pipelines constructed during 2007 and 2008, a small number of pipe joints were detected that had expanded well beyond the dimensional tolerance limits of the pipe manufacturing specification (API Specification 5L).
In most cases, it has not yet been definitively determined whether these expansions occurred in the pipe mill during the manufacturing process or in the field during the hydrostatic test. As the investigation of the phenomenon progressed, it became apparent that it was not limited to one pipe mill, one steel supplier or one manufacturing process. Through the experience of a limited number of operators, it appeared that the issue was a rarity. However, the industry and the regulatory agencies sought assurance that all was being done that reasonably could be done to detect the cases that potentially could have been missed. Pipeline And Hazardous Materials Safety Administration (PHMSA) issued an advisory bulletin to make it certain that owners and operators of recently constructed pipeline systems were aware of the need to investigate whether their pipelines contained pipe joints that do not meet minimum specifications requirements.
The INGAA Foundation sponsored a workshop June 11, 2009 to review and discuss issues surrounding pipe quality and, specifically, the implications of line pipe with low mechanical properties. The energy pipeline industry, through INGAA and the INGAA Foundation, developed a Pipe Quality Action Plan. The hazardous liquid pipelines operators were represented by operators who are members of Association of Oil Pipe Lines (AOPL) and American Petroleum Institute (API). The plan involves eight separate work groups with each pursuing the issues identified thorough the PHMSA advisory bulletin and industry experiences.
Work Group 1 was charged with developing a plan to address how to implement the specifics of the advisory bulletin and, more broadly, how to identify and/or avoid pipe with low mechanical properties. As this task progressed, the work group met and discussed the plan with PHMSA to ensure that all aspects of the advisory were addressed. The results of those efforts are summarized in this article and are available in more detail from INGAA Foundation.
Review Of Recent History
A review of pipeline reportable incident data on the PHMSA web site for the years 2002 through 2008 showed only eight incidents involving Grade X70 pipe and no incidents on pipe with a SMYS greater than X70. Three involved a failure of the butt weld, two involved excavation damage, one involved corrosion, one involved a gouge on the body of the pipe and one involved a seam failure. Of the eight incidents, none appears to involve a failure due to low strength or expanded pipe.
Discussions with pipeline operators revealed no in-service failures to have resulted from low strength or expanded pipe.
Analysis Of Existing Pipelines
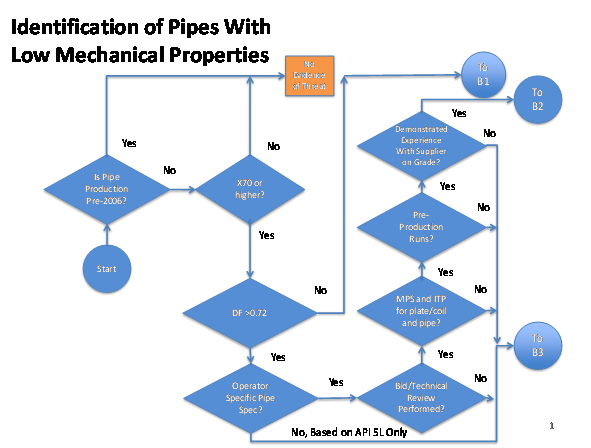
The Work Group believes there is a series of questions and actions that are relevant to the identification of a potential low strength condition. These questions and actions have been organized into a flow chart, shown in Figure 1 and Figure 2, that provides guidance to an operator to determine if the operator has a potential issue with pipe quality and if so, what actions should be taken to address those issues. Figure 1 addresses pre-pipe production activities, while Figure 2 addresses pipe production and construction and post-construction activities.
Figure 1 Elements
Is pipe production pre-2006?
The year 2006 was chosen in part to address the PHMSA concern for “recently constructed pipelines” and in part based on industry experience with the pipe mills and steel providers that were traditionally suppliers of pipe. In 2006 there was a considerable increase in pipeline projects, not only in the U.S. but worldwide, as oil and gas prices rose sharply. This trend was quite apparent in the number of applications for certificates for new construction of natural gas transmission pipeline projects. Beginning in 2006, energy pipeline companies purchased pipe from pipe mills that were not traditionally used because of the increase in numbers of new projects. In addition, new pipe mills came onto the market and new suppliers of the steel plate and coil not traditionally used by the pipe mills also came onto the market.
Is the pipe Grade X-70 or higher?
The X-70 grade was chosen based on industry experience and the PHMSA concerns for pipe of grade X-70 and higher. Issues with expanded pipe have not been observed in grades below X-70. Also, the properties of pipe of grades below X-70 are much less dependent on thermo-mechanical treatment (controlled rolling) and more dependent on just chemistry. Thus the probability of this phenomenon affecting the lower grades is believed to be virtually negligible.
Is the project DF greater than or equal to 0.72?
The design factor was chosen based on industry experience. Companies constructing and operating pipelines with a maximum project design factor of less than 0.72 have generally not observed expanded pipe. This may be due in large part to a lower mill pressure test, typically at 90% of SMYS, and a post-construction pressure test of 1.25 times MAOP or 90% of SMYS. Nonetheless, even for lower design factor pipe, any history or observations of low mechanical properties or excessive expansion will then require further examinations, inspections and evaluations.
Is there a rigorous operator specific pipe specification?
The degree of specificity and rigor in operating companies’ pipe specifications beyond the requirements of API Spec 5L are variable. Where the pipe specification has a great degree of specificity in steel source and pipe mill requirements and where rigor is maintained during the manufacturing process, thereby providing a high degree of consistency and a high confidence level that all important manufacturing variables have been maintained in the proper ranges, the potential for issues of pipe not meeting specification is significantly reduced.
Is a bid review and technical review of the mill performed?
The pipe mill response to a bid request includes those provisions that are proposed as an alternative to the pipe specification. A detailed review and acceptance process is required to confirm that the company and the manufacturers agree on the product to be produced. Additionally, a technical review of the steel and pipe mills and the pipe-making process may have been conducted prior to pipe purchase so that the company is satisfied that the mills can produce the pipe per specification. This review includes looking at the quality management system and documentation requirements.
Are there MPS and ITP produced governing the rolling and pipe production?
Many companies and mills develop detailed Manufacturing Procedure Specifications (MPS) and Inspection and Test Plans (ITP). The development of these documents shows a rigor in the quality control program and provides clarity and certainty on every aspect of the pipe production, including steel production. They are used in conjunction to detail the procedures to be followed, set the acceptance criteria, and specify all the inspections and tests to be performed. While it is possible to produce the same pipe without such MPS and ITP, it is difficult to provide the same level of assurance of management and maintenance of quality.
Are there pre-production meetings and pre-production runs?
Pre-production meetings are conducted to review and finalize the MPS and ITP and to ensure that all aspects of the pipe production have been covered and that expectations are fully understood and will be managed. Pre-production runs are typically a day of pipe production and will demonstrate the ability of the pipe manufacturer to meet the requirements of the MPS and the ITP. Previous experience with or demonstrated performance of a mill and supplier combination can also satisfy the same concerns a pre-production run addresses.
Is there demonstrated experience with supplier on the grade of pipe?
The proficiency of the steel suppliers and pipe mills, as demonstrated by records including histograms and mill historical data, will confirm the ability of the mill to produce quality pipe that meets specification. Certain mills, in conjunction with their historical steel suppliers, whether integrated or not, have shown proficiency over the years in producing quality pipe that meets specifications. In addition, a review of the pipe data, including the preparation of histograms, shows the quality of the pipe produced.
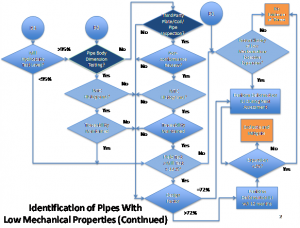
Figure 2: Flow Chart For Pipe Production, Construction And Post-Construction Activities.
Figure 2 Elements
Is the mill hydrostatic test level below 95% of SMYS?
It is possible for pipe to be expanded beyond allowable limits during the mill pressure test. This is especially true if the test is conducted at a pressure (gauge) producing greater than or equal to 95% of SMYS. When end loading (sealing pressures) are considered, this pressure is likely to produce an effective stress in the pipe wall of approximately 100% of SMYS. Pipes tested at less than 95% are less likely to have expanded during the mill pressure test.
Is pipe body dimension testing/measurement performed?
If the mill hydrostatic pressure test produced a stress of 95% or more of SMYS and diameter dimensions were taken at intervals along the length of each joint, in addition to the required end dimension measurements, it can be confirmed that expansion of the pipe beyond the set tolerances in the pipe specification did not occur. If unacceptable expansion has occurred, those pipe joints can be identified and eliminated at this point.
Does the company receive material test reports and material histograms?
The Material Testing Reports (MTR) (or Mill Test Certificates – MTC) document the various tests performed on the steel and the pipe and show whether the pipe met the specification. Histograms are developed to graphically present required property values relative to the material specifications. This form of presentation of data is especially useful in identifying trends, performing statistical analyses, and finding any outliers. If this information was produced, it provides quality assurance results that confirm the pipe has met specification.
Is material traceability maintained through the steel production and pipe manufacturing?
Material traceability is an important quality assurance step and provides assurances that the pipe specified is what was delivered. The material is formally tracked from the steel-making process, through the pipe manufacturing process, including coating, loading and shipment, with appropriate records of test provided as part of the MTR. This is essentially the genealogy of each joint of pipe produced.
Is there third-party inspection at the plate/coil and pipe mill?
As an additional quality assurance check, many companies specify that a third-party inspection service witness and verify key steps in the pipe production process. Some companies may use their own personnel, or a combination of company and third-party inspection service personnel, to perform these inspection services. Such inspection adds a level of quality assurance to the entire pipe production process, providing additional assurance that the provisions of the MPS and the ITP were met.
Is a non-conformance review conducted?
The non-conformance review is a formal system conducted as a quality assurance step. This review specifically identifies situations of non-conformance with the MPS and ITP, brings these to the attention of the manufacturer, and details both how the non-conformance was addressed by the manufacturer and the disposition of any affected product.
Is the post construction pressure test less than the mill pressure test plus 12% of SMYS?
If the pipe was measured and did not expand at the mill as a result of the mill pressure test and the post construction pressure test is less than about 12% of SMYS above the mill pressure test, based on gauge pressures, expansion of the pipe is extremely unlikely to have occurred during the post construction pressure test. This conclusion comes from an examination of the von Mises, or equivalent, stresses produced by internal pressure and varying longitudinal restraints or loadings.
Is there a known history of low mechanical properties or excessive expansion?
Regardless of the preceding steps, if the company, through its normal review of the pipe data, such as is conducted during pipe production, and any other operational data or field observations, such as during tie-ins, installing taps, making coating repairs or performing pipe replacements, has made a determination that the threat of expanded pipe exists, then it must look further for such deformation during the next in-line inspection of the pipeline. If there is no evidence of low strength or excessively expanded pipe, no further action is required. Examples of such evidence include coating flaws caused by pipe strain and improper tie-in of a repair due to strain. This step does not contemplate extraordinary evaluations or inspections, but rather relies on those normally conducted as operations and maintenance activities.
Is the design factor for the pipe greater than 72% of SMYS?
This question is partially addressed earlier, but is asked again here in a different context. Here it is used as an inspection-timing criterion. At this step in the flow chart, if the pipe has a design factor of 72% of SMYS, the pipe should be monitored for expansion or excessive yielding during the next deformation or other inline inspection to be conducted per the company’s integrity management program or per any Special Permit Requirements relative to inline inspection. If the design factor is greater than 72% of SMYS, the deformation or other inline inspections should be conducted within 12 months of either the commissioning of the pipeline or the publication of this guideline, whichever is later.
Perform deformation ILI to assess for threat of expanded pipe within twelve months
For a pipeline operating at greater than 72% of SMYS, where the threat exists, the operator should assess for the threat by conducting an inline inspection of the pipe to look for evidence of expansion. The potential threat in this case is deemed to be of higher concern due to the higher operational stress level, and assessment should be scheduled within 12 months of completion of this analysis.
Perform deformation ILI to assess for threat of expanded pipe per integrity management program, special permit schedule or risk analysis
For a pipeline operating at or less than 72% of SMYS, where the threat exists, the operator should assess for the threat by conducting an inline inspection of the pipe to look for evidence of expansion. The potential threat in this case is not deemed to be an immediate concern, and assessment can occur during the next scheduled assessment of the pipeline as required by the operator’s integrity management program, special permit conditions or assessment of likely risk. The latter may be based on the operator’s analysis or expectation for a particular pipeline utilizing the work products of Groups 6 (Stress-Strain Behavior), 7 (Integrity Implications) and 8 (Coating Effects) in much the same way the need and timing to address other threats such as low frequency ERW seams and materials and construction defects are handled.
Does the pipe expand by more than 2%?
Following an inline inspection prescribed in the preceding steps, a determination as to whether the pipe has expanded to a degree requiring additional action must be made. This determination includes consideration of pipe diameter tolerances, testing specifics, and possibly other factors. Expansion beyond 2% requires evaluation and possible mitigation. Determination of this 2% limit and the evaluation criteria has been the subject of recently completed work by Groups 6 (Stress-Strain Behavior), 7 (Integrity Implications) and 8 (Coating Effects). Based on current inline inspection tool capability and expected elastic expansion at operating pressure, the practical detection limit is approximately 1% of pipeline diameter. If subsequent operation or testing subjects the pipe to higher stress levels than previously experienced, a subsequent deformation or other inline inspection may again be required.
Evaluate and Mitigate
This is the end state of this analysis that is achieved when an inline inspection has been performed and that inspection has revealed pipe that has expanded beyond the acceptable limits that are established. The company must set evaluation and mitigation criteria. These are still being developed, but are expected to include the implications of an increasing degree of expansion on actual pipe properties, on coating integrity and performance, and on the various threats to pipeline integrity. Based on the evaluation criteria, mitigation levels and actions will be established. These may range from no action being required to reinforcing or replacing joints or pups of pipe.
No Threat
This is the end state of the analysis that can be achieved by one of two paths. If an inline inspection was required and performed and that inspection determined no pipe had expanded beyond the acceptable limits, then the threat implied by low strength or excessively expanded pipe does not exist. If an inline inspection is not required due to a lower design factor (B1 path) or due to the performance of adequate testing, inspection and controls (B2 path with a mill test more severe than the field test), and there is no known evidence of low strength or excessive expansion, the threat likewise is determined to not exist. If an inferential route is taken through the flow chart, as opposed to a route requiring inline inspection, note that such route must include consideration of actual knowledge or history of the line, and cannot be purely inferential.
Future Pipelines
Future or prospective projects can be managed according to the same process, with the advantage of being able to implement the most optimal steps. The steps recommended for prospective projects are those shown as the green route in Figures 3 and 4. This path assumes new, high grade and high design factor pipe, and highlights the process steps, data, analysis, testing and inspection recommended to confirm that low strength or unacceptable expansion is not occurring. In addition, it precludes the need to assess for expanded pipe with inline inspection.
While some operators may already have this process in place and can take advantage of it now, others not performing all these steps may want to strongly consider making them part of their standard process for pipe procurement.
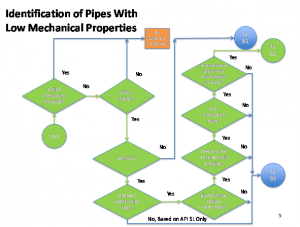
Figure 3: Page 1 Of Flow Chart For Future And Prospective Projects.
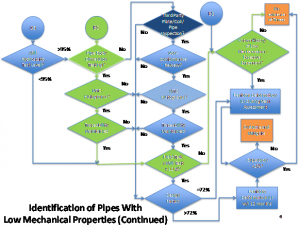
Figure 4: Page 2 Of Flow Chart For Future And Prospective Projects.
Distributor Pipe
While this analysis focuses primarily on actions that can be specified by the operator, the same logic can be applied to smaller pipe orders typically obtained from a distributor or from a mill overrun, for which all of the steps cannot be confirmed. Examination of Page 1 of the flow chart (Figure 1) shows that, for newer X-70 or higher grade pipe to be operated at or above 72% of SMYS, the path very quickly leads to a detailed analysis of the pipe. For this pipe, only lower range mill and field hydrostatic tests can realistically lead to the “No Threat” conclusion. At such test levels where the mill test is more severe than the field test and both are well below expected yield stresses, expansion is judged very unlikely. In that case, further inspection is likewise very unlikely to reveal any pipe with low strength because it has not been stressed to a level to cause it to expand. If tested to operate at higher levels, either in the mill or in the field, it is much more likely that evaluation of this pipe will lead through the “Design Factor” diamond on Figure 2 or Figure 4. From that point, inline inspection to look for deformation is required, either within a short time period or on a “next scheduled” basis.
Conclusion
A process has been developed whereby a pipeline operator can determine the susceptibility of any particular pipeline project to risks that may be associated with incorporation of pipe joints with yield strengths below specified minimums or which have experienced expansion in excess of acceptable limits. The process identifies key factors and tests and has several decision points that lead either to a “No Threat” end point or to recommended actions, including inspection, evaluation and remediation. The process is identical for either recent or prospective projects, with a recommended path for prospective projects. Some of the limits and criteria have not been included. These are the focus of other work groups and will be incorporated as they become available.
Work Group 1
The Energy Pipeline Industry Pipe Quality Action Plan work was initiated and sponsored by the INGAA Foundation with participation from the energy pipeline industry. This article is derived from a white paper prepared by Group 1 of eight separate work groups organized to determine the nature, extent and response to the phenomenon of low strength or excessively expanded pipe found in recent projects and the subject of PHMSA Advisory Bulletin ADB-09-01. Group 1 participants included: Jeryl Mohn, Panhandle Energy (Executive Sponsor); David Johnson, Panhandle Energy (Technical Lead and Drafting Team); Mark Hereth, P-PIC (Drafting Team); Chad Zamarin, NiSource (Drafting Team); John Zurcher, P-PIC(Drafting Team); Eric Amundsen, Panhandle Energy; Terry Boss, INGAA; Dwayne Burton, Kinder Morgan; Pat Carey, El Paso; Larry Christmas, Panhandle Energy; Andy Drake, Spectra Energy; Buzz Fant, Kinder Morgan; Reji George, El Paso; David Goodwin, Boardwalk; Tom Hamilton, Enbridge; Dan King, TransCanada; Chris Mason, Williams; Mike McGrath, Alliance; Rich McGregor, TransCanada; Merlin Moseman, El Paso; Scott Mundy, CenterPoint Energy; Steve Potts, Williams; James Shafer, Dominion; Gary Vervake, Spectra Energy; and Allan Wilson, Enbridge

Comments