
March 2017, Vol. 244, No. 3
Features
Risk Assessment in Management of Environmental SCC of Pipelines

Many pipeline operators’ first significant experience of stress corrosion cracking (SCC) is dealing with the aftermath of an unexpected failure. The operator’s priority then is to repair/replace the affected section and return the pipeline to full service.
However, experience shows that SCC rarely occurs in isolation, which gives rise to doubts regarding the feasibility of continued safe operation. In some cases, this uncertainty has resulted in operators having to accept significant reductions in operating pressure for extended periods or even permanently.
A return to full service is contingent upon the operator being able to demonstrate that the pipeline is fit for service, that any residual risk is within tolerable limits, and that further crack growth is arrested or at least controlled. Said differently, a robust, risk-based management plan should be defined.
The plan should formally incorporate and assess susceptibility to cracking, critical defect dimensions, documented understanding of degradation (corrosion) mechanisms, appropriate inspection technology, rehabilitation actions and risk management. A framework presenting the interdependence of individual elements is schematically depicted in Figure 1. In this article, we focus our attention on discussing the risk-based elements of this framework, highlighted by red boxes.
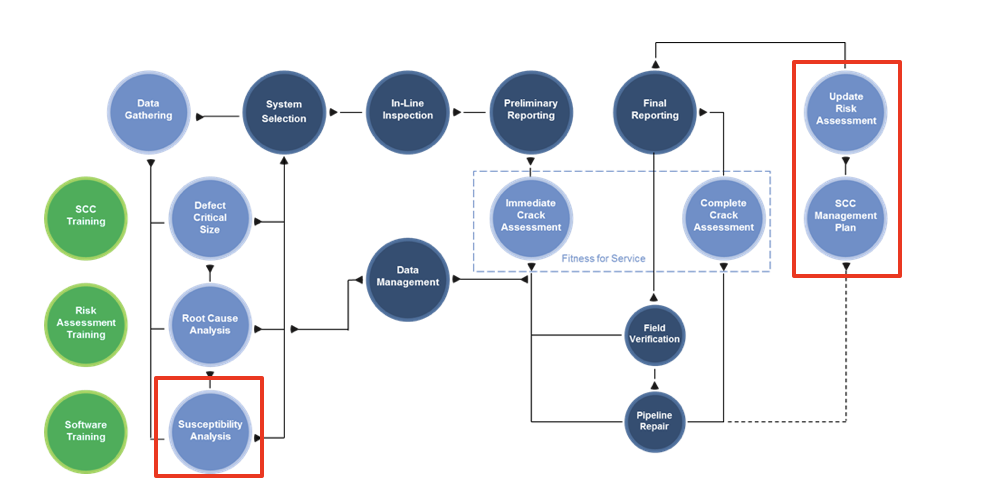
Figure 1: An adopted SCC management framework
It is now well-established that SCC is an environmentally assisted cracking mechanism caused by the combined action of stress (tensile) and a corrosive environment. Over the last few decades, SCC on the external (soil) side of high-pressure gas transmission pipeline has occurred in several countries.
The first documented occurrence (1) and majority of reported incidents involved an intergranular cracking mechanism (also referred to as high pH SCC), while cases of transgranular cracking (now recognized as low pH SCC) have been reported more recently and tend to be more complicated.
Reflecting on a number of reviews (2–5) and guiding documents (6-7), it is apparent that, apart from cracking morphology, there are several factors which differentiate these two mechanisms. In the case of high pH SCC, high-susceptibility areas are associated with pipeline sections within 16-km downstream from a compressor station, mainly as a consequence of higher stresses and temperatures that accelerate coating degradation.
Interestingly enough, no temperature dependence has been observed for near-neutral pH SCC. Furthermore, there is evidence to suggest that both types of cracking are more likely to occur in poorly drained soils, e.g. clays and silts, while it is also argued that concentration of CO2 in the soil environment may be of importance for both mechanisms. Other contributing factors include the pipelines’ age; coating type, e.g. asphalt and polyethylene tape; dents; cathodic protection (CP), i.e. CP shielding; topography etc. This basic but important information can provide an indication of susceptibility; however, further analysis and more detailed data gathering is required to refine and improve the identification accuracy of at-risk areas.
Stress Corrosion Cracking Susceptibility Analysis
In general, SCC represents a complex corrosion phenomenon and, as already indicated, there are unique characteristics or scenarios which may exist for different systems. The parametric susceptibility analysis methodology provides a common framework for independently assessing a threat using parameters in the following algorithm (Eq. 1):

Where: FF is the calculated failure frequency, FFH is the historic failure frequency of the system, S is the threat severity based on a range of mechanistic and operational conditions, M is the quality of mitigation measures and I is the effect of mitigation measures.
Conceptually, the model assesses the severity of a threat by identifying and segmenting the influential mechanistic, environmental and operational conditions along the length of the line, and comparing them against the active and passive mitigations. The result is a highly detailed profile of values distributed around the historic rate (i.e. identifying which sections of the pipeline are more or less likely to fail than average and the estimated magnitude). An example output is displayed in Figure 3.

Figure 3: An example output from the susceptibility analysis
At this stage the susceptibility analysis remains a prediction – the probability of failure cannot be known with any degree of certainty. Nonetheless, it is still anchored in reality by the inclusion of the historic rate. The key outcome at this stage is a ranking of the system in terms of the identified (known) parameters.
High-quality inspection, analysis and infield verification hold the key to authenticating the assumptions about influential parameters; both the factual and counterfactual results need to be considered before confidence can be gained that the key aspects have been captured.
Recognized influential parameters and the findings of infield investigations and failure analyses are key inputs to determining if and where other sections of the pipeline may be affected. In practice, it is not common to find an operator with a full set of detailed and relevant information.
The ROSEN SCC risk management process has been set up as an iterative procedure to identify high-susceptibility areas; the process can be applied where limited information is available. Initial information is used to focus further investigation and gather data in order to refine the output (Figure 3). Investigation of other contributing factors, conducted during infield investigations, and gathering of more detailed information on topography, soil drainage, CP potentials, soil characteristics etc. allows refinement of the susceptibility assessment specific to the pipeline and its environment. It should also be recognized that the analysis of ILI data for the detection, identification and sizing of SCC is not a stand-alone process.
An understanding of the locations where SCC is more likely and the potential nature of the cracking (from a susceptibility analysis) can help the analyst to interpret the data recorded by the ILI tool. Feedback from targeted field verification will also help the analyst understand the data recorded. Explicitly the framework in Figure 1 provides for input to the ILI data analysis process from risk assessment tasks and verification activities, the goal being the best possible probability of detection and identification.
Risk-Based Assessments
Irrespective of the methodology employed, the role of risk assessment is to identify high-risk areas and formulate targeted strategies to reduce that risk. Risk is always considered as the product of likelihood and consequence, and there are multiple assessment methodologies available for both. The methodology employed should be commensurate with the anticipated risk, i.e. the higher the anticipated risk, the more detailed, analytical or quantitative the assessment methodology should be.
Risk-based methods can provide a more refined prioritization of repairs compared to deterministic assessments, as they contain additional consequence parameters which carry equal weight. However, it should be noted that a risk-based method may prioritize a defect with low probability of failure in a high-consequence area over a more significant defect in a low-consequence area. This type of analysis can prove invaluable when deterministic assessments result in the requirement for multiple investigations and repairs, and operators have limited resources.
Likelihood of Failure
The output of the susceptibility analysis is a profile of failure frequency, based upon a parametric analysis; this output can be used directly in a risk assessment, but remains accurate on a relative basis only. Combining this output with the results of high quality inline inspection (ILI) results is the final stage of validation. To this end, the findings of the ILI (reported anomalies and defects) need to be converted to a comparable metric – probability.
For each reported flaw, the Probability of Exceedance (PoE) can be calculated; this represents the likelihood of each flaw exceeding its critical dimensions. PoE is calculated by considering some of the assessment inputs as random variables with a statistical distribution.
For example, the reported length and depth may be treated as random variables, with distributions defined by the measurement uncertainty (tolerance) of the ILI tool, based either on representative pull test data or suitable high-quality infield verification results. The reliability of detection of flaws exceeding critical dimensions must also be considered, as this will give an indication of the confidence in the condition assessment and help to identify any requirement for additional assessments.
For example, a pipeline constructed from low toughness pipe operating at high stress will have a relatively small critical flaw size. These small defects may be at or below the level that can be reliably detected. In these cases, additional assessment methods, such as hydrostatic test, or dual inspection technologies, may be needed to increase confidence. Conversely, with higher toughness materials and lower stresses, the critical flaw size will be relatively large, well within reliable detection limits, and ILI may be sufficient as a primary assessment method.
For each section of the pipeline, the combined PoE is calculated based on all flaws therein. This results in a PoE profile along the pipeline which quantifies the likelihood of failure (failure and exceedance are assumed to be interchangeable). Furthermore, the PoE profile can be projected into the future, based on estimates of crack growth rates and associated uncertainty. The dates when the PoE (and any subsequent categorization) reach an intolerable level are identified.
These results can be used to determine suitable measures to control risk, such as pressure reduction, recoating, or section replacement, and identify appropriate re-inspection periods. In addition, comparison with the results of the susceptibility analysis is the final feedback loop in verifying the accuracy of results, before rolling the methodology out to other pipelines in the system.
Consequence of Failure
While geographic information systems (GIS) have been around in commercial form since the early 1980s, recent advances increased the ability to integrate various kinds of data using an explicit spatial location. Combined with established analytical techniques, such as fire models, and external data sources, such as census information, the GIS environment now provides the ideal platform for performing high-resolution and detailed consequence analyses.

Figure 4: GIS environment and analytics
By constructing the pipeline in the digital environment and aligning with existing population and infrastructure data, a detailed picture of the pipeline can be built and analyzed to provide precise consequence scenarios. These routines mean operators can now align individual defects with the surrounding environment and create a true picture of the subsequent risk.
Risk Assessment
Corporate or Enterprise risk-management frameworks provide detailed acceptability criteria and clear guidance for appropriate action levels. The above assessments provide a range of flexible analytics that map to these frameworks, making selection of preventative and mitigative activities a robust and auditable trail. In simple terms, based on risk reduction, recoating a section of line in a densely populated area could be prioritized over recoating a remote section, where both sections have similar future PoE.
Development of a Stress Corrosion Cracking Management Plan
The activities described thus far set a baseline only as a time-dependent threat. The key consideration is use of the information and assessments to set a robust management plan for future operation and maintenance of affected pipelines.
Unfortunately, one size does not fit all and the precise elements and details of the plan will differ on a case-by-case basis. Moreover, there will undoubtedly be an evolution in understanding, available technology and methodologies across the elements. While the importance of the technical elements of the plan cannot be understated, there should also be great emphasis placed on how the plan promotes continuous learning and improvement.
The technical elements of the plan should consider:
- Data management and control
- Susceptibility and risk methodologies
- Inspection technology and capability
- Infield investigation
- Defect assessment methods
- Repair methods
- Pipeline safe operating pressure
- Selection of preventative and mitigation activities
- Emergency response
The above are all common elements in the majority of integrity management plans, although specialist components that focus on SCC are required. The effectiveness of the technical elements is critically dependent upon application and the ability of the system to deal with feedback and respond. This requires formal routines and protocols that actively promote and encourage the appropriate behaviors, such as:
- Performance management (key performance indicators)
- Intermediate and periodic reviews
- Management of change and well-defined triggers to re-evaluate
- Roles and responsibilities
- Training and knowledge sharing
- Communication and staff engagement
Creating this framework at the outset and setting expectations will not only provide the best chance of managing SCC efficiently, but should carry over into the best practice in the wider integrity management context.
Conclusion
Experience has shown that pipelines affected by SCC cause a high level of uncertainty and unease for operators. This can lead to acceptance of overly onerous mitigative actions to ensure that no failures due to SCC will occur. While this strategy may be prudent in the immediate aftermath of a failure, a long-term strategy should be focused on implementation and optimization of actions and necessary resources.
The condition and operation of a pipeline affected by SCC can be managed through a robust risk assessment and SCC management plan that quantifies the risk and identifies the necessary mitigative actions to ensure the risk related to SCC remains low. A targeted approach to data gathering and an iterative refinement of the risk analysis ensures continued confidence in the long-term integrity of such pipeline systems.
References
- Investigation of Tennessee Gas Transmission Company, Final Staff Report on Pipeline near Nachitoches, Louisiana, March 1965, No.CP65-267, Washington, DC, Federal Power Commission, Bureau of Natural Gas (1965).
- N. Parkins, Stress Corrosion Cracking of Pipelines – Its Control and Prevention, Paper No. 249, Corrosion 96, NACE International, Houston, TX (1996).
- Yunovich, Z. Xia, Z.l Szklarska-Smialowska, Factors Influencing Stress Corrosion Cracking of Carbon Steel in Dilute Bicarbonate Environments, Corrosion, 54, 156 (1998).
- Xie, C. Foy, R. Worthingam, M. Plazza, Environmental Effects on The Susceptibility and Crack Growth of Near Neutral pH Stress Corrosion Cracking, Paper No. 10297, Corrosion 2010, NACE International, Houston, TX (2010).
- Song, Predicting the mechanism and crack growth rates of pipelines undergoing stress corrosion cracking at high pH, Corros. Sci., 51, 2657 (2009).
- Stress Corrosion Cracking (SCC) Direct Assessment Methodology, SP0204-2015, NACE International, Houston, TX
- Stress Corrosion Cracking Recommended Practices, 2nd, Canadian Energy Pipeline Association, Calgary, Canada (2007).
Authors: Mark Wright is a Senior Risk Engineer with 14 years’ industrial experience covering strategic asset management, integrity, and risk management. He has developed a range of risk-based models, assessment tools, and management programs for international clients, and delivered workshops and training courses. He has particular interests in software development and integrity management systems optimization.
Cheryl Argent is a Principal Engineer with a background in integrity management, risk assessment, and post in-line inspection integrity assessment. She has worked for MACAW Engineering since 2005, which provides its services under the ROSEN brand since January 2017. She has been keenly involved in product development and training in the areas of corrosion growth assessment and risk based inspection. She has an academic background in Mathematics and Statistics (BSc) and Pipeline Engineering (MSc).
Roland Palmer-Jones is a Chartered Mechanical Engineer based in the UK. He is responsible for the engineering consultancy services provided by the ROSEN Group. He has been active in research and consultancy related to pipeline integrity for more than 20 years with British Gas, Andrew Palmer and Associates, Penspen Integrity, and now ROSEN. He has worked with numerous operators of onshore and offshore pipelines worldwide, and has a particular interest in defect assessment and repair. He is a visiting lecturer at Newcastle University and spends his spare time cycling.
Dr. Jozef Soltis is a Principal Corrosion Engineer with over 17 years of experience in corrosion research and industrial consultancy related to corrosion management of pipelines and assets in petrochemical, chemical, desalination, and power generation industries worldwide. He is an active member of NACE International; in the past acting as a chair/vice-chair for Research in Progress Symposia and currently acting as a chair for the NACE 2017 Student Poster Session. He is a member of the editorial board for Journal of Pipeline Engineering and is a recognized reviewer for Corrosion Science. Currently, as a co-author, Dr. Soltis has been involved in preparation of a chapter on “Corrosion Management in the Circular Economy”, in the oncoming book Corrosion Management for a Sustainable Future to be published by NACE International. He dedicates his spare time to his family and music.

Comments