
November 2013, Vol. 240 No. 11
Features
Risk Modeling Considerations For Low Hoop Stress Pipelines
Conventional wisdom tells us that pipelines operating at a sufficiently low hoop stress are immune to failing in a rupture mode and can only fail in a leak mode.
In general, that’s true. However, a recent study found that some pipelines that are operating below 30% specified minimum yield stress (SMYS) have an increased chance of low-stress ruptures and subsequent failures under certain conditions – namely select low- and high-frequency electric resistance welded (ERW) pipes with seam weld corrosion.
These are not theoretical cases. While it is not our intent to suggest that a low?stress rupture is a highly likely event, the documented failure incidents occur more frequently than pipeline operators might expect.
Knowing the interactions that could trigger low hoop stress rupture mode failures under low-yield stress conditions will help operators recognize relevant attributes and conditions and make the appropriate assessments to determine if these conditions warrant consideration in an operator’s distribution integrity management program (DIMP) or transmission integrity management plan (TIMP).
Recognized Ruptures
The study came about after a discussion where we each recalled pipeline failures that didn’t fit the common expectations, including several instances of pipeline ruptures in low-stress conditions. To better understand the frequency and circumstances of such events, we took a close look at the Pipeline and Hazardous Material Safety Administration (PHMSA) database for gas transmission, gas distribution and hazardous liquid transmission pipeline reportable incidents. We then compared the PHMSA data with Kiefner’s database of more than 750 investigations of pipeline service failures, hydrostatic test failures, burst tests and other material investigations recorded since 1990.
Each case of low-stress rupture identified in the Kiefner database was checked against the PHMSA reportable incident database for hazardous liquids, gas transmission and gas distribution going back to 1986.
The data review identified 49 pressure?controlled ruptures that occurred at hoop stress levels of less than 50% of actual yield strength in the available timeframe. In this case, the term “pressure?controlled rupture” is the condition at which a longitudinal fracture becomes unstable after extending through the pipe wall, and the crack driving force is due to internal pressure from normal service, abnormal service (i.e., a surge, a shut?in or fluid thermal expansion), a hydrostatic pressure test in the field or a burst test.
The identified ruptures occurred in all common varieties of pipe including:
• butt welded (1)
• lap welded (17)
• seamless (3)
• flash welded (2)
• low?frequency ERW (10)
• high?frequency ERW (8)
• single?sided arc welded (3)
• double submerged?arc welded (5)
The pipe materials ranged from wrought iron to all common steel pipe grades, up to and including API 5L X60. Incidents that occurred during freeze plugging operations were omitted from the subsequent analysis.
The data indicates that the incidents of pressure?controlled ruptures at low stresses were substantially dominated by those in ERW seams, and a majority of those cases were associated with selective seam weld corrosion.
ERW Ruptures
The low?stress failures in the seams of low-frequency ERW (LF-ERW) pipes result from a classic and acute interaction of integrity threats between vintage pipe characteristics, a specific corrosion mechanism and a detection difficulty.
The data also demonstrated that even high-frequency ERW (HF-ERW) pipes are susceptible to selective corrosion. In general, the ductility of the HF-ERW seam enables the ERW pipe to tolerate much larger defects than some LF-ERW pipes. However, if the defect is large enough, then a failure at low stress is clearly possible. The low-stress failures in seams of HF-ERW are caused by the interaction of integrity threats between internal corrosion, a material susceptibility, and a limited ability to detect the condition.
It may be possible to conclude that a large proportion of the ruptures occurring at moderate or low stress represent interacting integrity threats. Even where only a single metallurgical cause was identified – such as previously damaged pipe – an interacting factor could be the operator’s inability to detect the condition (perhaps because the pipeline is not piggable).
Delving a little deeper into the identified ruptures, analysis showed there were seven pipeline ruptures that occurred in service while operating at a pressure below 20% SMYS. Of those, six ruptures were associated with selective seam weld corrosion of ERW pipes – four LF-ERW and two HF-ERWs.
Selective corrosion poses a serious integrity threat to systems containing susceptible pipe for the following reasons:
• Even if the pipeline is piggable, selective corrosion of the ERW seam is not reliably detected using conventional MFL tools (although it is detectable by transverse field and EMAT-type MFL tools).
• Selective corrosion grows in service at a faster rate than adjacent pitting corrosion.
• Selective corrosion produces a notch?like that is focused on the bond line of the ERW seam, which may have very low toughness in some LF-ERW pipe. This defect occurred after manufacturing or fabrication. Therefore, it was not eliminated when the pipe was pressure-tested at the mill or as part of the commissioning process.
• Where the material toughness is very low, the defect cannot be reliably evaluated using methods commonly used to check the remaining strength of corroded pipelines, such as ASME B31G or RSTRENG.
Due to the factors listed above, shorter than average metal?loss corrosion reassessment intervals may be necessary.
Generic Pipe Assessment
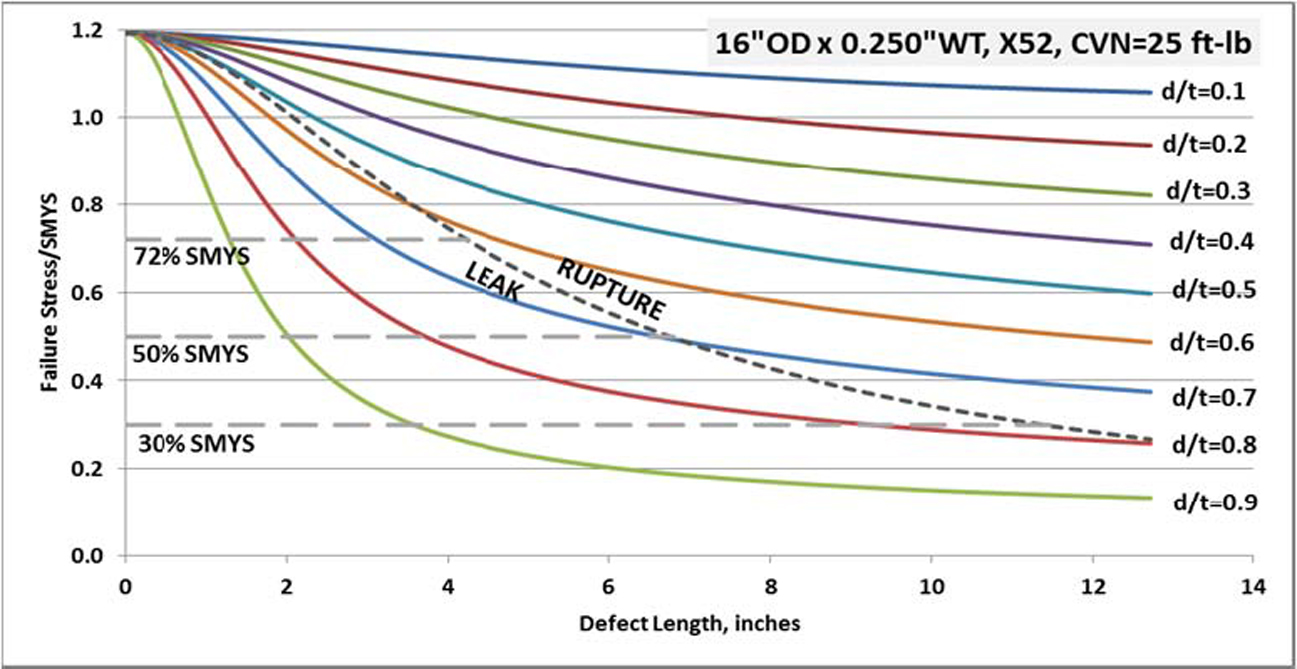
To further make the point of low-stress hoop rupture possibilities, consider the relationship between defect size and failure stress level for a generic 16?inch OD x 0.250?inch WT grade X52 line pipe.
Figure 1 demonstrates that critical defect sizes range from short?but?deep to long?but?shallow and that operating at lower stress can tolerate larger (i.e., longer and/or deeper) defects than pipe operating at higher stresses. Also, the combinations of defect depth, defect length and hoop stress that lie to the left of the leak?rupture boundary would fail as a leak, while those that lie to the right of the line would fail as a rupture.

Now consider leak rupture boundaries for the same sample pipe. Figure 2 shows the leak?rupture boundary for the same 16?inch OD pipe but with differing CVN toughness levels ranging from 1 ft?lb to 50 ft?lb. The curve corresponding to 25 ft?lb is identical to the dashed leak?rupture boundary line in Figure 1. Figure 2 shows that the leak?rupture boundary is not very sensitive to CVN toughness even down to 5 ft?lb, which is quite low. However, when toughness levels are on the order of 1 ft?lb, even relatively short defects can rupture at less than the highest stress levels. A toughness of 1 ft-lb, or even less, is representative of the bond line of ERW seams that have not been normalized by a post?weld heat?treatment even if the pipe body material exhibits normal toughness.
 toughness levels")
Interpreting Figure 1 and Figure 2 together shows there can be situations in which a pipeline operating at low or moderate hoop stress can fail in a rupture mode if certain integrity threat interactions act to change the mode of failure from a leak to a rupture, increasing the consequence of an incident.
The data suggests that with low?stress pipelines, the integrity threat interaction acts to change the mode of failure from a leak to a rupture, increasing the consequence of an incident (and perhaps the probability as well). This change in failure mode or severity could have important implications for integrity management planning for low-stress and moderate-stress pipelines.
These integrity threat interactions are a defect is both long and deep even where the material is ductile, or a defect is not so large but the material toughness is extremely low.

Evaluation Recommendations
Based on the study, the issues referenced above could be significantly mitigated if the following actions were taken by PHMSA, technology developers and operators.
1) PHMSA: Reconsider the close-out process for incidents that require third-party forensics engineering reports and improve the quality control of the incident database.
Information from the forensic reports prepared by Kiefner allows comparing the conclusion regarding the cause of the incident from these reports to the information regarding the same incidents in PHMSA’s incident database. In some cases, the information either was not represented, or the causes were not accurately represented. In many instances, pipeline operators would have to make a FOIA request to PHMSA or the state regulator to obtain similar information. There are hundreds, if not thousands, of incident-related documents filed on a regular basis. We recognize that PHMSA has begun efforts to improve the quality-control process for the data received from operators, and we commend them for this leadership. However, it will take some time to get the solutions in place.
We note that PHMSA plans to hire new inspectors. As an interim solution, we recommend that PHMSA consider using some of the new resources to review and compare those required third-party forensic engineering reports to information filed by operators. This will ensure the conclusions from those reports are accurately represented in the incident database. This effort would improve the likelihood that incident information could be used to identify paradigm-breaking trend information.
2) Technology developers: Improve and advance the inline general and “surgical” inspection and investigation devices.
There aren’t many inline inspection (ILI) tools available for inspecting lower-stress lines, especially those that operate at a hoop stress below 20% SMYS. The pressure often is insufficient to propel the vehicle at a steady speed and such lines were often constructed with physical features that obstruct or interfere with the tools. There are self-propelled ILI devices, such as those developed through NYSEARCH that are effective in MFL and Eddy currents, and could benefit from EMAT-based inspections.
The advantages ILI tools offer over traditional free swimming pigs include:
• The tools are not propelled by the product stream, therefore, are independent of throughput, which also controls speed excursions that could degrade data.
• They can adjust in place to fit around mitered bends and squeeze though plug valves. Rather than spending three years to modify 5% of an operator’s pipeline before 95% of the line can be pigged, the operator can pig the 95% and then cut out the plug valves and other obstructions. This way the operator attains critical, risk-related information about the operations of their pipeline sooner than by using a free swimming pig.
• ILI tools have cameras on board and can provide (at least in the case of natural gas in the line) visual information along with the pig data, which can improve an analyst’s interpretation of the data the pig provides.
Relative to the specific problem of the interaction of LF-ERW pipe and selective seam weld corrosion, self-propelled pigs, such as the Pipetel Explorer combined with an EMAT tool could be the solution to finding the threat in the system. Most importantly, though, the combination of video information, the ability to remotely pilot the device and the ability to engage an EMAT tool on command – much like a remote-controlled, inline robot – means one could perform real-time direct examination of a line from the inside of the pipe while gas is flowing. The uses for such a device are many and the technology exists in separate parts, so it is a matter of integrating the parts to a platform like the Pipetel tools.
3) Pipeline Operators: Consider implementing a threat assessment process designed to evaluate the likelihood of these types of interacting threats within their pipeline systems.
Transmission pipeline operators must account for interacting threats in their transmission integrity management plan (TIMP) risk model applicable in high consequence areas (HCAs). The interaction must exhibit an enhanced risk greater than the sum of risks from considering the threats separately, in cases that interactions are deemed possible. The interactions are typically taken to act on the probability component of risk. (Risk is the product of probability and consequence. Since the pipelines are already “high consequence,” the interaction only increases probability of a failure in an HCA transmission pipeline, not its consequences.)
The data suggests that with low-stress pipelines, the interaction acts to change the mode of failure from a leak to a rupture, increasing the consequence of an incident (and perhaps the probability as well).
Acknowledgement
This article was adapted from the presentation “Study of Pipelines that Ruptured while Operating at a Hoop Stress Below 30% SMYS,” by M.J. Rosenfeld and Robert Fassett at the 25th International Pipeline Pigging & Integrity Management Conference held Feb. 11-14 in Houston.
Authors: Michael Rosenfeld, PE, is vice president and chief consulting engineer for Kiefner & Associates/Applus?RTD, Worthington, OH, michael.rosenfeld@applusrtd.com, www.kiefner.com.
Robert Fassett is vice president and senior program manager for Kleinfelder in the Santa Rosa, CA office

Comments