
June 2012 Vol. 239 No. 6
Features
Breakthrough In Inhibitor Science Fights Internal Corrosion

For pipeline owners and operators, efforts to mitigate or control internal corrosion generally fall into one or more of a handful of strategies. Moisture content control seeks to limit the amount of moisture (as measured in grains of water per million cubic feet of product, or by dew point) to eliminate the electrolyte for corrosion cells to develop.
Product composition control seeks to limit the amount of hydrogen sulfide, carbon dioxide, oxygen and contaminants (such as sulfate reducing and/or acid producing bacteria). In some cases, the strategy is to design a new line to reduce its susceptibility to corrosion attack; for example, by designing to limit the number of low points and critical elevation changes to reduce the risk where moisture naturally collects. Lines already in service can be pigged to remove water, surface rust (black powder) and deposits that affect the internal corrosion rates.
In many cases, however, the most practical and effective method of corrosion mitigation is the use of conventional amine-based corrosion inhibitors. When added to the pipeline product in small amounts, these inhibitors have proven to be very effective at reducing a line’s overall corrosion rate. Corrosion inhibitors are generally introduced into a line in one of three ways: as an injected slug treatment, with or without diluents; by continuous injection, through atomization; or, most commonly, as a batch treatment employing a solid chemical column between two pigs.
Unfortunately, traditional inhibitor application programs are limited by two performance factors. The first is effective lifespan. Traditional inhibitors typically perform for a period of two to three months, meaning frequent reapplications are required to maintain an effective corrosion inhibition program.
The second drawback to traditional inhibitor application programs involves the way in which they are typically applied and the inconsistencies in the application. No matter how the inhibitor is introduced into a line, the goal is to keep the chemical intact and in contact with all internal pipe wall surfaces – including the upper quadrant of the pipeline – long enough to develop a corrosion-deterring protective surface.
However, inconsistent or inadequate pipe wall coverage can occur as a result of external factors such as line elevation changes, flow velocity, and intermittent flow, as well as internal factors, such as the tendency of inhibitors to pool in low areas or fall to the bottom of the pipeline a relatively short distance from the injection points, and thus not reach the uppermost quadrant of the internal pipe wall.
This latter phenomenon can lead to what is known as top-of-line corrosion (TLC). TLC can be especially pernicious in high carbon dioxide, wet and multiphase gas gathering systems or gas transmission pipelines. Due to condensation, subsea lines are especially susceptible to degradation. Internal pipeline corrosion can lead to a reduction of production with the accumulation of corrosion by-products, and, in the event of a through-wall failure, can cause extensive damage to the environment and harm to public safety.
Overcoming Limitations
Many operators seeking to overcome the effective life efficiency and coverage limitations often associated with traditional inhibitor applications are turning to alternative treatment options. This may include the use of a recently developed two-part corrosion inhibitor. Known as IS-2500, this patented binary corrosion inhibitor is applied via modified batch methods relying on patented V-Jet® “spray pig” technology.
Developed by T.D. Williamson (TDW), the V-Jet Pig features a series of front-mounted spray nozzles to ensure that the IS-2500, or any conventional inhibitor, for that matter (introduced into the line in conjunction with the pig), is dispersed around the full circumference of the inner pipe wall, including the “hard to reach” upper quadrant. Using differential pressure and bypass flow, the IS-2500 is siphoned from the bottom of the line and sprayed to the topside, giving the pipeline full, 360-degree coverage.
Taken together, the combination of the IS-2500 inhibitor and the spray pig used to disperse it are known as the V-Jet Coating System. Unlike conventional corrosion inhibitors, the IS-2500 compound preferentially adheres to the pipe surface and will subsequently and spontaneously cure to a tenacious, adhering, thin-film (1.8 – 2.4 mil), corrosion-resistant coating. This coating acts as a protective barrier that does not allow corrosive environments to be in direct contact with the inner surface of the pipe.
The IS-2500 formulation has been subjected to rigorous field exposure and film persistency tests to validate its effectiveness and performance. These tests have shown that the active lifespan of IS-2500 is much longer than that of most typical amine-based inhibitors.
Additional benefits include increased flow enhancement due to reducing the pipe wall’s surface roughness as well as a reduction of maintenance pigging programs due to debris not adhering to the pipe wall. The use of IS-2500 in crude oil lines has been shown to significantly reduce wax deposition, resulting in a reduction of pigging frequency to maintain efficient flow rates. In one crude oil pipeline, bi-weekly pigging runs had been bringing in substantial wax. For more than a year following IS-2500 treatment there was negligible wax in each of about 30 bi-weekly pigging runs.
Application Methods
IS-2500 inhibitor can be applied in newly constructed lines or on-stream lines flowing natural gas, crude oil and products using a batch pig process. It is not difficult to apply but, as with any type of inhibitor, must be applied correctly to a clean surface in order to maximize its effectiveness. Prior to application, a cleaning pig should be used to determine the overall cleanliness of the line.
Depending on the results, additional mechanical or chemical cleaning may be recommended before applying the inhibitor. It is not necessary that a line be perfectly clean in order to apply IS-2500; however, the cleanliness should be equivalent to that of an inline inspection. The application and pig run efficiency will certainly improve as cleanliness improves. After cleaning, treating the line with a biocide is recommended to sterilize the pipe surface and kill any microbes that might contribute to microbiologically influenced corrosion (MIC). A biocide compatible with IS-2500 is also available; this can be run in conjunction with the IS-2500 treatment to ensure that any remaining active colonies are starved or killed.
Once the line is determined to be clean enough to apply the inhibitor, an application procedure is developed based on the specific operating conditions and line configuration, taking into account variables such as injection nozzle location and elevation. In natural gas service it may be necessary to slow or stop flow during inhibitor injection since the preference is to maintain the inhibitor as a single batch within a pig train.
Depending on line variables, a three to four pig train -typically consisting of a batching pig, spray pig(s) and foam wiper pig – is used. As a binary inhibitor, IS-2500 can be applied in one of two ways: either as a pre-mixed catalyzed batch compound or as two separate batches. The determining factor as to whether the IS-2500 is to be applied as a plural compound or as two independent applications is the inhibitor’s eight-hour pot life.
In the event that the line length and flow rates exceed the eight-hour timeframe, the IS-2500 must be applied in two separate stages. Otherwise, the pre-mixed catalyzed application method will typically be utilized for line segments in which the length and flow rates are less than an eight-hour timeframe. Both methods are equally effective. If introduced as two separate batches, the first batch – Part A – bonds molecularly with ferrous metals and steel.
The second batch – Part B – then reacts to, and bonds with, Part A. In liquid applications, the carrier liquid is used as a dispersant for the inhibitor, which is simply batched between two pigs with a foam wiper pig trailing (no spray pig used). In such cases, however, it is important that the batch size be restricted in length in order to ensure proper application.
Gauging Effectiveness
Once a line has been treated with inhibitor, determining coverage rates and inhibitor effectiveness is a straightforward process. Corrosion coupons or small hot tap coupons strategically placed throughout the pipeline will provide this information. For example, four corrosion coupons were placed in a common pipeline during a 483-day period. As shown in Table 1, corrosion rates on non-coated coupons were 2.6 times higher than on coupons coated with IS-2500. There was also no pitting on the coated coupons.
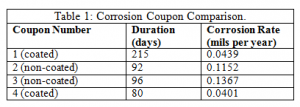
Table 1: Corrosion Coupon Comparison.
The time interval for monitoring effectiveness of the IS-2500 depends on line conditions, including variables such as temperature changes, acidic environments and general wear due to pigging activities. The IS-2500 compound has been extensively tested to see how it responds to temperature variations, acidic environments and general wear.
For low temperature performance testing, two weight loss corrosion coupons made of mild steel were used. One was treated with a 50% solution of conventional corrosion inhibitor, and the other was treated with a 50% solution of IS-2500 by means of submersion (to simulate the effects of a batch treatment).
The coupons were then rinsed with distilled water and allowed to cure overnight before being exposed to a corrosive brine solution. The coupons were left in this environment for one week. Test results demonstrated that the coupon treated with IS-2500 exhibited no corrosion attack, while the coupon treated with the conventional inhibitor exhibited severe metal loss.
For high temperature testing, the corrosion weight loss coupons were treated the same way as they were for low temperature testing. Once the coupons were in the corrosive brine solution, the temperature was raised to 215° F and held for seven days. The coupon treated with conventional inhibitor film deteriorated rapidly, while the coupon treated with binary inhibitor showed no signs of degradation.
Acid exposure tests were performed by applying 2 mils of hydrochloric acid to an untreated steel pipe surface, and by applying 2 mils of acid to pipe that had been treated with the binary corrosion inhibitor. The pipe was exposed to the acid for 10 minutes before being wiped off. A visual inspection of the uncoated side of the pipe showed immediate corrosion attack, whereas the side of the pipe treated with binary corrosion inhibitor showed no signs of corrosion attack or permeation through the inhibitor.
![]()
Traditional third-party laboratory corrosion inhibitor tests were also conducted (in field brine with hydrogen sulfide and carbon dioxide environments). IS-2500 showed significantly better protection than conventional batch-type inhibitors.
Wear tests also showed favorable results. The tests were conducted to determine the binary corrosion inhibitor’s film persistency and wear during maintenance pigging operations that may be utilized for the removal of liquids accumulation. Following 30 runs with a disc pig, the inhibitor coating showed no noticeable signs of wear. Additional wear tests were conducted on a live quarter-mile, 12-inch test loop, where 160 pig runs were completed before appreciable wear and thinning of the corrosion inhibitor’s protective film was observed. No adverse effects have been recognized on common gate and ball valves, or on typical pipeline components when treated with the corrosion inhibitor.
A technical paper titled “Improved Corrosion Reduction Methods Through the Use of a V-Jet® Coating System,” authored by Lee Shouse and Matt Logan of T.D. Williamson, and Gene Brock and H.G. (Butch) McCormick of Jacam Chemical was presented at the 2012 PPIM Conference. The technical paper provides a more detailed description than this article of the testing procedures that have been conducted.
Acknowledgment
This article is based on a presentation made at the February. 2012 Pipeline Pigging and Integrity Management Conference in Houston organized by Clarion Technical Conferences.
The authors: Larry Payne is the manager of Market Development for the Pipeline Services and Pigging Solutions division of T.D. Williamson. He has more than 40 years of experience in pigging design, development and operating services related to the maintenance and inspection of pipeline systems.
Eric Freeman is the manager of Engineering and Technology Development for the Pipeline Services and Pigging Solutions division of T.D. Williamson. His career spans more than three decades, including 10 years in the mining industry, and more than 22 years in the pipeline industry at TDW.
David Wint is the manager of Global Services Development for T.D. Williamson, where he supports the development and execution of pipeline services and pipeline integrity projects in TDW’s regions of operation. He has 31 years of experience in the pipeline industry.

Comments