
June 2011 Vol. 238 No. 6
Features
NYSEARCHs Validation Program Of Transkors Magnetic Tomography Method Of Pipe Inspection

NYSEARCH is leading a validation effort of a new non-contact method for inspecting steel pipelines known as Magnetic Tomography Method (MTM). MTM has been developed by Transkor-K of the Russian Federation and has been used for pipeline inspections worldwide.
Transkor-USA, Inc. is a U.S.-based company. More than 7,200 miles of various size pipelines in Russia, Saudi Arabia, Asia and South America have been inspected since 2002. Commercial service has been applied to gas, oil and water pipelines.
MTM inspection is unique to ECDA techniques because it passively measures the magnetic flux of a pipeline while simultaneously recording odometry. The technology is “passive” because electric signals or magnetic excitation are not applied to the pipe to accomplish an inspection. MTM primarily detects mechanically stressed areas of a pipeline (Figure 1).
These areas are a result of excessive mechanical loading, changes in structural conditions of the steel or a combination of such factors (Figure 2).

Figure 2
MTM is intended to detect a range of stress-concentrating anomalies such as metal loss, cracks, dents, laminations and inclusions. Figure 3 illustrates possible earth related stress caused by erosion, seismic activity, or third party damage all of which are stress-causing conditions.
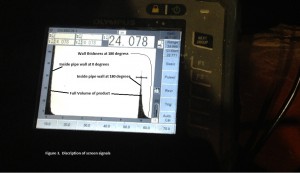
Figure 3
Coating failures can also be detected by MTM although not as reliably as stressed areas. It is unique to ECDA techniques, yet similar to inline inspection, in that MTM detects metal defects despite good coating conditions. This technology is applicable to three inch or larger ferro-magnetic pipe and does not have limitations to pipe wall thickness, coating type, type of cover/backfill, the product transported or the presence of cathodic protection systems. However, there are a few limitations including the maximum distance from the pipe, minimum pipe diameter, etc., as well as possible interferences associated with transmission power lines, other buried steel structures and recent inline inspections.
The NYSEARCH validation program compares MTM predictions to actual findings using a third-party assessor. If deemed appropriate, the information may provide means for industry experts to support MTM as an “Other Technology” under PHMSA guidelines.
The MTM inspection proceeds as follows. A pipeline is scanned with an instrument called SKIF by walking above the section of interest. The SKIF houses on-board odometry which records the distance traveled while on-board magnetometers measure and record the pipe’s magnetic field. After the scan is complete, Transkor’s engineers, using its proprietary software, interpret the collected data and request one to three locations for calibration digs.
The suggested calibration dig locations may be negotiated in most cases. Once the pipeline operator provides the excavation(s), a Transkor technician inspects the pipe using a conventional magnetic flaw detector, UT and visual instruments. The purpose of the calibration dig(s) is to attain reference so that severity predictions may be assigned in the Final Anomaly Log. After the calibration operation is complete, Transkor sends the Final Anomaly Log to the operator within two to four weeks.
MTM uses highly sensitive magnetometers to passively detect magnetic anomalies within a pipeline typically associated with pipeline flaws. Therefore, the technology has a few limitations as stated earlier. Prior MFL ILI runs within two years will not allow MTM inspection. High-voltage transmission power lines above the pipeline may interfere with the survey if installed parallel with the pipeline.
Other steel structures such as crossing or adjacent pipelines buried near the section of interest may also interfere with achieving thorough data. Stress levels within magnetic anomalies less than 30% of SMYS will lower the probability of magnetic anomaly detection (hereinafter referred to as POD) below 80% but never less than 60% (see chart in Figure 4). The POD curve in the chart is based on theoretical models and case-by-case validations performed by Transkor.
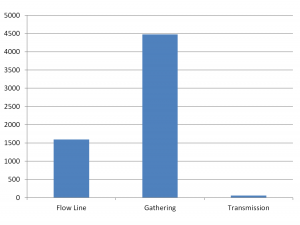
Figure 4
The NYSEARCH validation program is being conducted in two phases. Phase I evaluated MTM through a standardized process that incorporated tests at multiple utilities. Transkor performed MTM surveys on five pipeline segments from the NYSEARCH membership having 2-5 km lengths each. Transkor developed five Final Anomaly Logs after the calibration digs for each test and provided them to the pipeline operators. The operators collectively produced a total of 19 verification studies. Transkor compared the findings from the verifications and the MTM final anomaly log predictions in a final report.
The results from Phase I were positive as well as compelling. Therefore, NYSEARCH project funders are conducting an expanded study through a second phase. The objective of Phase II is to perform 10 MTM surveys and validate final predictions. A third-party assessor is comparing the results and will report the performance to NYSEARCH. The results from the comparison will determine whether to support Transkor in promoting MTM as an alternative DA inspection technique or “Other” technology. Ultimately, if deemed appropriate, NYSEARCH will assist a champion operator to provide notification to PHMSA if applicable.
Additional MTM tests were performed on a cased section of live pipeline. A total of five MTM surveys were performed at the cased section at five declining pressures. The MTM magnetograms demonstrated a relationship of pipeline pressure with the certain anomalies. This enabled Transkor to differentiate the anomalies associated with the casing from the anomalies pertaining to the carrier pipeline. The severity of the anomalies was low; considering the implications of an excavation, the anomalies were not verified. Nonetheless, pipeline operators considered MTM’s performance on cased sections an exciting discovery and have begun additional research within the NYSEARCH program.
Author’s note: This article is an adaptation of a presentation by Daphne D’Zurko of NYSEARCH to the Unpiggable Pipeline Solutions Forum in Houston on March 31, 2011.

Comments