
August 2010 Vol. 237 No. 8
Features
Systematic Approach Devised To Enhance Inspection/Maintenance Communications And Performance
The quantity of equipment associated with upstream natural gas or oil gathering networks represents an inspection and maintenance challenge equivalent to a moderately sized refinery, but complicated by being dispersed over a large geographic area. A gas or oil gathering system consisting of a thousand well sites would be expected to include about 50 small processing and transmission facilities, up to a thousand pipeline segments and one or more large processing facilities or terminals.
This has the potential to make the difficult task of effectively communicating among the inspection, maintenance and engineering departments even more daunting. A systematic approach to managing the inspection findings and their remediation can significantly improve the overall effectiveness of the entire mechanical integrity program.
The problem with traditional methodologies. The traditional method of inspection and remediation relies on expert inspectors collecting reproducible quantitative data and well-described qualitative observations. These findings are then prioritized and remediated according to corporate maintenance and engineering standards. In practice, there are several factors which complicate the process. One of the most significant factors is that there is an increasingly declining number of senior experienced inspection, maintenance and engineering personnel as a result of a high percentage of these specialists reaching retirement. The retirement of these subject matter experts represents a significant potential for losing corporate knowledge, expertise and intellectual property.
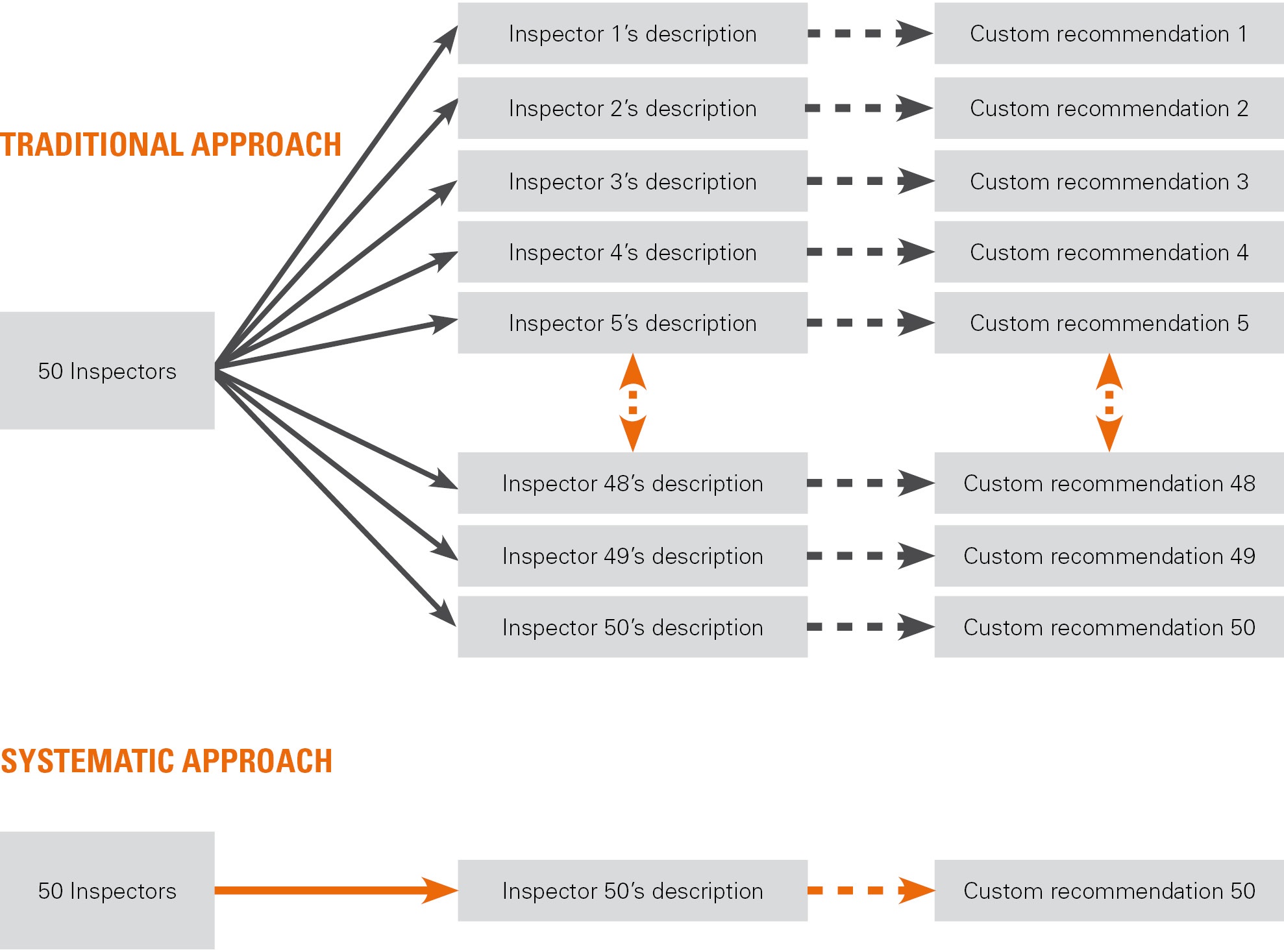
Another factor affecting the process of inspection and remediation is the tendency of each inspector to describe his or her observations uniquely. Figure 1 illustrates the issue. If there were 50 experienced inspectors (e.g., API-510, API-570 and API-653 inspectors) observing and reporting a deficiency the result would most likely be 50 different – although accurate – descriptions of the findings. Because each inspector’s finding is unique, the recommendations for remediation must be custom-generated by knowledgeable personnel. This makes it difficult to establish, transmit and enforce corporate engineering and maintenance standards for remediation.
A third factor affecting the process is the substantial time delay between the inspection and the generation of a prioritized work list that can be used by maintenance to remediate the deficiencies. Delays of three to four months between the time of inspection and the generation of actionable reports are common. Unfortunately, this can sometimes result in loss of containment before the maintenance department is aware of a problem.
The right side of Figure 2 shows the traditional approach to processing inspection findings. The process starts when the certified inspector visits the field to conduct the inspection. The inspection generates a set of numerical data and a set of visual observations which are uniquely described. Typically, this data will be written onto isometric drawings of the equipment. The numerical data must be analyzed to determine corrosion rates and remaining lives. Equipment items requiring retirement or with limited remaining life are given high priorities for remediation. Each visual observation is prioritized by a knowledgeable inspector or engineer who then generates a custom recommendation to remediate the deficiency. This information may be entered into a mechanical integrity database by a data analyst.
The recommendation is generally reviewed and then assigned to inspection or maintenance for execution. The traditional approach requires substantial utilization of limited and expensive engineering and inspection personnel to process the findings. Communication of the location of deficiencies between inspection and maintenance are often hindered because the isometric drawings often are not definitive in identifying a deficiency’s location.
A systematic approach. SGS developed a systematic methodology targeted at meeting the challenges of effectively managing mechanical integrity for several thousand natural gas wells and their associated processing facilities. The foundation of the method is the development of a comprehensive list of mechanical integrity deficiencies which can be encountered during inspection. Each of these deficiencies are prioritized with respect to the failure risk they represent and a remediation path is then developed which incorporates the owner/operator’s maintenance philosophy.
These standardized observations, priorities and recommendations are created by engaging the owner/operator’s inspection, engineering and maintenance subject matter experts and guiding them through the process prior to the start of the project. The time required can be substantially reduced by modifying and augmenting lists of conditions, priorities and recommendations rather than creating everything from scratch.
This process is able to capture the best practices of the organization and establish a consistent, documented and auditable method for identifying and responding to deficiencies. In addition, it ensures that good engineering practices are followed. Furthermore, by establishing an appropriate time for each remediation to be completed, this system provides a metric for monitoring the effectiveness of the overall mechanical integrity program. The process of defining standard conditions, priorities and recommendations requires a substantial time investment from experienced personnel. However, the result is an extensive knowledge base preserving the experience of the company’s senior personnel for future use, transmission and training.
Experience in implementing this methodology in gas and oil gathering systems and other petrochemical applications has shown that approximately 95% of inspection findings can be described by a few hundred discreet observations (standard conditions). These conditions can include visual observations and levels of corrosion/remaining life. The remaining approximately 5% allow the flexibility to account for truly unique findings which are not readily classified.
As shown on the left side of Figure 2, when the inspectors discover a deficiency, they select a standard condition from the pre-approved list. Because the conditions are standardized, the deficiency data can be analyzed using standard database approaches to discover systemic problems. Furthermore, the pre-approved priorities mean that at the end of each day’s inspections, a preliminary list of inspection findings and remediation priority can be generated.

Figure 2: Traditional and systematic methodologies for inspection and remediation.
Rather than requiring the development of custom recommendations for each deficiency identified, pre-approved and pre-prioritized recommendations are already associated with each standardized inspection finding. As a result, a data analyst is able to process the information and enter it into the corrosion-monitoring and work-order tracking system. Following review by engineering or inspection personnel to ensure that the remediation path is correct, the deficiencies are made available to inspection and maintenance for remediation. Where calculations are required to validate initial priority assignments, these can be directed to appropriate inspection or engineering.
This method represents a substantial improvement resource utilization in reducing the time between inspection and remediation. By creating the priorities and recommendations once prior to the start of the project, the repetitive process of creating a custom recommendation for every inspection finding is eliminated. This greatly reduces the cost of the process and allows the limited and relatively expensive and senior inspection, maintenance and engineering resources to focus their efforts on the evaluation of the 5% of findings that truly are unique observations.
In developing this systematic approach it was discovered that the traditional process of recording inspection findings on isometric drawings of equipment inherently had ambiguities associated with it which could substantially increase project costs. Given the often remote location of the well sites, it can be expensive to have inspection personnel accompany maintenance personnel to locate the equipment deficiencies.
This problem can be substantially eliminated by having the inspectors record the inspection data on digital photographs rather than on isometric drawings. This can be performed using tablet computer-based inspection tools which are now being introduced into the mechanical integrity industry. Placement of thickness readings on the photographs and annotation of the photographs with the visual observations allow maintenance personnel to essentially see what the inspector saw.
Developing the knowledge database. Figure 3 illustrates the knowledge database created by this process for generating the conditions typically associated with API-510 and API-570 inspections. However, this approach is adaptable to essentially any type of inspection. The inspection findings are categorized and the conditions commonly encountered identified. Any additional data such as the area affected and extent of any damage (e.g., depth of pitting) needed to assign a remediation priority is identified so that when an inspector selects that condition they are prompted to collect all the needed data.

Figure 3: Systematic approach to generation of standard conditions and priorities.
Prioritization of the findings is derived from risk-based methodologies. Figure 4 shows a simplified three-by-three risk matrix which could be used to assign priorities. The priority for remediation can be described by equation 1.
Where L is likelihood of containment loss, C is consequence of containment loss, and r is a variable which may be used to reflect issues such as proximity to population centers which could substantially affect the assigned remediation priority. Highest priority for remediation occurs when containment loss has occurred or is imminent and the contents which will be released are gaseous hydrocarbons or toxic materials. The lowest priority occurs when there is a low likelihood of loss of containment and the contents which will be released will have a low impact, such as with process water. We have found that five priority levels generally provide sufficient differentiation. Assigning the priority levels represent a significant effort in developing the knowledge database for the owner/operator’s inspection, engineering and maintenance personnel.

Figure 4: Risk matrix for prioritization.
An example of a condition for each priority level and a proposed time for remediation is given in Table 1. Priority 1 or “Urgent” deficiencies are those which represent substantial imminent threats to health or safety. When these are identified by the inspector, they should be immediately reported to owner/operator personnel. In cases involving wall thicknesses of pressurized equipment, engineering calculations may be required to validate the priority assignment. This systematic approach provides for identification of which findings need to be fast-tracked, and tracks their remediation within the specified time.

Table 1: Examples of priorities, remediation time and condition description.
By previously developing the next step to be taken when a high priority finding is made, the entire process for handling such deficiencies is accelerated. Creating the pre-approved recommendations is generally the most time-consuming step for the owner/operator team. The high time commitment generally is a result of resolving differences of opinion among the owner/operator subject matter experts as to the appropriate remediation path that meets corporate engineering and maintenance standards. As mentioned, this can often be accelerated by using existing lists as the basis for creating the owner/operator’s list. Examples of standard recommendations are shown in Table 2.

Table 2: Examples of standard recommendations.
The systematic approach also has a built-in process for improving the personnel skills and the knowledge base. By continuously evaluating the deficiencies inspectors place in the “other” category, it is possible to identify deficiencies which are common, but were missed in establishing the initial database. These can then be assigned standard conditions, priorities and recommendations. In addition, if individual inspectors consistently have a high percentage of “other” findings, it may be indicative of their need for more training to select the correct standard observation.
Benefits of the systematic approach. This systematic approach provides the owner/operator with data which can be analyzed to provide guidance with regard to systemic maintenance issues, adequacy of maintenance resources, and budgeting. By tracking the number deficiencies for each standard condition and within each category, systemic problems can be discovered. For example, significant problems with PSVs or open-ended valves may be identified based on the numerical analysis, which simply could not have been discovered in the absence of a systematic approach.
Using this methodology on a several hundred natural gas wells resulted in identification of a small number of common high-priority deficiencies. The owner/operator was then able to address these issues on their remaining wells in advance of inspection. This reduced overall maintenance costs because the owner/operator was able to schedule work crews and order supplies normally rather than having to call out crews on an emergency basis and expedite materials. It also resulted in an organization shift from a reactive to a proactive maintenance culture.
The remediation of high priority items within the agreed upon time frame provides an effective metric for evaluating the overall effectiveness of the mechanical integrity program. If large numbers of overdue remediations are occurring, it is indicative either of previously delayed maintenance or insufficient maintenance resources addressing the deficiencies. By quantifying both the overdue deficiencies and the number of outstanding deficiencies, an objective quantitative measure of the resources needed can be communicated to management. Furthermore, by analyzing the categories into which the deficiencies fall, it is possible to project the individual skills needed (e.g., insulators). This substantially strengthens the confidence levels associated with budget development.
Conclusions. By utilizing this systematic approach to managing mechanical integrity data for oil and gas gathering systems, the subject matter experts within the owner/operator organization are engaged to create a knowledge database which brings agreement among these stakeholders regarding the priority and path of remediation of deficiencies identified during inspection. This eliminates repetitive generation of custom recommendations for commonly encountered deficiencies by inspection and engineering resources and reduces the time from inspection and remediation. This approach documents and enforces best practices across the organization and provides metrics to evaluate the status of the mechanical integrity program and develop budgets. Furthermore, this approach ensures retention of the knowledge and expertise of senior subject matter experts within the corporation.
Author
Paul F. Schubert is a consultant for SGS’ Asset Integrity Management business. He has 27 years of experience in the petrochemical and natural gas industry and has held various technical and management positions in which he was responsible for process development and commercialization, plant design and asset integrity management. While at SGS, Schubert was responsible for overseeing the data analysis and QA/QC work on over 10,000 well sites and 100 gas processing facilities. Schubert is the inventor or co-inventor on 16 U.S. patents. He holds a Ph.D. degree in inorganic chemistry and a B.S. degree in chemistry. Ph: 918-766-1557.

Comments