
January 2010 Vol. 237 No. 1
Features
Configuration Impacts Availability, Fuel Consumption And Pipeline Capacity
The number of compressors installed in each compressor station of a pipeline system has a significant impact on the availability, fuel consumption and capacity of the system. Depending on the load profile of the pipeline, the answers may look different for different applications.
Among the factors to be considered is the fact that gas turbines can produce a significant amount of additional power at lower ambient temperatures. So, even for constant load of the pipeline, the relative load of the driver changes, and thus influences fuel consumption and pipeline capacity.
In this article, a typical transcontinental pipeline with multiple compressor stations is evaluated. The determination of the exact hydraulic behavior of the pipeline is part of the modeling effort. The site ambient conditions, with a significant swing in ambient temperatures are considered. Further, the availability that can be achieved with various configurations, based on actually achieved reliability and availability numbers is discussed. Part 1 covers the more general thoughts and Part 2 will discuss the application of these principles to an actual situation.
With the worldwide demand for gas rising, new pipelines are required to bring gas over longer distances to the market. For long-distance pipelines, the transport cost of the gas will make up an increasing portion of the delivery cost to the customer, and can reach 30-50% of the total cost at the receiving terminal. This transport cost can be influenced by optimizing the fuel consumption, equipment first cost, equipment operating cost, as well as equipment reliability and availability. The pressure and flow characteristics of pipelines and other factors influence the arrangement of compressors in a station. The question about number of units, the spacing of stations, standby requirements or the use of series or parallel arrangements in a station arises, together with the type of driver and the type of compressor.
When planning a compressor station or, for a new pipeline, several stations, considerations include steady-state and transient capabilities and requirements of the system, growth requirements and capability, availability and total cost of ownership, and delivered cost to shippers and customers.
The first consideration involves the capability to cope with changes in flow capacity on all time scales (i.e., hourly, daily, seasonally) as well as changes in available power. The pipeline hydraulics relate pressure losses to the flow through the pipeline, determine the compressor operating conditions in terms of head and actual flow, and subsequently determine the required power from the driver. Contractual requirements and obligations, such as pressures and volumes at transfer points, have to be considered.
The second consideration deals with the fact that the nominal capacity of a pipeline may grow when additional customers demand a higher supply of natural gas. In fact, many new pipelines start out with 50% and less capacity and grow to full capacity over several years, or are sized for easy expansion. Often, the prediction of the rate of growth shows a significant degree of uncertainty. The growth scenarios, if foreseeable, drive a station layout to possibly allow additional power to be installed at the station level later or additional stations along the pipeline. The alternative scenario, where the pipeline usage declines over the years (e.g., because the gas supply from the field declines), is also a possibility.

Figure 1: Pipeline Schematic.
Availability plays a significant role in determining the requirement for spare units in a station or along the pipeline. If units become unavailable, either due to planned maintenance, or due to unplanned failures, the pipeline capacity is reduced. This will cause less profit for the operator. Since many pipeline operations have to guarantee a certain minimum flow, this minimum flow becomes a planning criteria for the spare unit requirements, based on the reliability and availability of individual units and components. Total cost of ownership and life cycle cost are influenced by first cost, but also by the efficiency of operation.
Generalized Pipeline Characteristics
For a situation where a compressor operates in a system with pipe of the length Lu upstream and a pipe of the length Ld downstream, and further where the pressure at the beginning of the upstream pipe pu and the end of the downstream pipe pe are known and constant, we have a simple model of a compressor station operating in a pipeline system (Figure 1).
, for nominal loss coefficient, 80% of nominal loss coefficient and 120% of nominal loss coefficient.")
Figure 2: Pipeline characteristics for different pipeline resistance (Eq. 1), for nominal loss coefficient, 80% of nominal loss coefficient and 120% of nominal loss coefficient.
The pressure gradient in the pipeline can be described by the Fanning equation which can be integrated. Assuming the friction factor f to be constant, and a given, constant flow capacity Qstd , the pipeline will then impose a pressure ps at the suction and pd at the discharge side of the compressor:


with a pressure loss coefficient ? that incorporates the friction losses, and will vary depending on pipe dimensions (length, diameter), temperature profile, pressure profile, surface roughness and flow velocity profile in the respective pipe sections. In particular, ? is proportional to the length L of the pipeline section (Mohitpour et al.,2000). Obviously, ps and pd are also found as results of more elaborate pipeline hydraulics simulations (Ohanian and Kurz, 2002). Figure 2 outlines the results for pu=pd, , pe=ps and ?u=?e, which is typical for a compressor station in the middle of a pipeline. We find that “lightly” loaded pipelines (for example pipelines with a relatively small distance between stations) tend to have a flatter pipeline characteristic, while pipelines where the stations are farther apart tend to have a steeper characteristic. This is important for compressor selections, because the compressor map has to cover the entire pipline characteristic.
Ambient And Operating Conditions
Gas turbines show a significant influence of the ambient conditions, in particular temperature, on available power and efficiency. They also operate most efficient at full load (Kurz and Brun, 2000). Sations should be designed to take advantge of this behavior. Consider an arbitrary case of pipeline service where the flow load profile varies in a single day as shown in Figure 3 (Lotton and Lubomirsky, 2004). This load profile represents the change in flow during a single day and while not being specific to any particular compressor station is considered representative.

Figure 3: Daily variation in flow demand for a pipeline station.
A common approach to sizing a driver to meet this load requirement would involve taking the peak power of the load cycle at the highest derating conditions, (usually highest expected ambient temperature) and applying a power margin over this required power. A choice is now required in driver selection. In this study, there are two options of commercially available driver sizes to fit the needs of the station. A single GT and two GTs each with approximately ½ the output power of the single GT. The compressors are chosen so that each option has roughly equivalent specific speeds. The importance of the specific speed is it defines the general characteristic shape and performance of the impellers. This ensures that difference in the driven equipment aerodynamic performance between the two driver options does not become a significant factor in the results.
The addition of a diurnal variation in ambient conditions sets the stage for determining the factors which influence the driver sizing decisions. This particular cycle is typical as described in the reference. The actual temperature is less important than the variation over one cycle.

Figure 4: Daily variation in ambient temperature.
The gas turbine has a reduced efficiency at fractional loads vs. the full load efficiency. In addition, the Dry-Low-Nox emissions systems have limits regarding ambient temperature and load ranges to remain in low emissions mode. If the conditions force the emission systems out of low emissions mode, the driver continues to operate but at an increased rate of emissions. These two factors are often the biggest contributors to the economic and permitting implications of driver size selections. The challenge becomes one of comparison between the two choices.
Given the above examples, comparative data can be generated to highlight the differences. In this study, the choices evaluated were broken down into a single driver and a dual driver option. The dual driver option had slightly more power available than the single driver, hence as discussed above a slightly lower unit efficiency (Figure 5). In this figure the two units of the dual driver option are considered operating in parallel. The interesting result of this evaluation is that even with the initial disadvantage in efficiency, the dual driver option uses less fuel per day to meet the flow demand. Figure 5 shows the total consumed fuel to meet the flow demand for each option. The total fuel is summed on the right hand side. The flow demand for this example is outlined in Figure 3, while the ambient temperature variation is shown in Figure 4.

Figure 5: Fuel flow over a single daily temperature cycle. Note that the dual unit option actually uses 4.8% less fuel in a single day despite the initial setback in unit efficiency.
The primary reason for this result is that during the hours of minimum process flow output, the single driver cannot turndown enough and goes into recycle mode, where the dual driver option can shut down a single unit, thereby operating more efficiently. Although the dual driver option suffers from a slightly lower efficiency most of the time, the period of time that the power requirements only require one of the dual units more than makes up for the rest of the operating cycle. An additional benefit of the dual driver option is the reduction in pollutant emissions. Since the dual driver option can operate over the entire diurnal cycle more efficiently and not recycle in the low load times, the amount of pollutant emitted (in terms of mass flow) will be less. It is important in this context to point out that the units for the emissions must be considered in mass flow, since volume or mole fractions may be constant for both options.
In summary, the performance of the dual driver option is more suitable to typical load and power availability ranges commonly seen in pipeline operations. The net percent savings in fuel flow alone can amount to as much as 4.8% of the diurnal operating costs (Lotton and Lubomirsky, 2004). The net savings in emissions are even larger and may allow for further cost reductions offsets, or credits.
Station Layout
Some of the basic assumptions regarding compressor arrangements have to be called into question. For example, it is argued that fewer, but larger, units in a compressor station simplify station controls and allow for more standardization (and related cost savings). In reality, modern control systems can handle two units just as easy as three or more units. Since many pipelines, due to geographic constraints, require different levels of installed power at different stations, a larger number of smaller units can be easier optimized for these situations, while still allowing the use of identical units.
The driven compressors in this size range typically don’t show any size advantage. In particular, the axial inlet, overhung design has no efficiency advantage over beam style machines, assuming the inlet and discharge systems are designed properly. This means, in particular, that there is no aerodynamic advantage for arranging units in series, or keeping the station pressure ratio low enough for single stage machines. On the other hand, modern impellers can have sufficient operating range to use the same impeller for both the low pressure and the high pressure unit in a series application (Ohanian and Kurz, 2002).
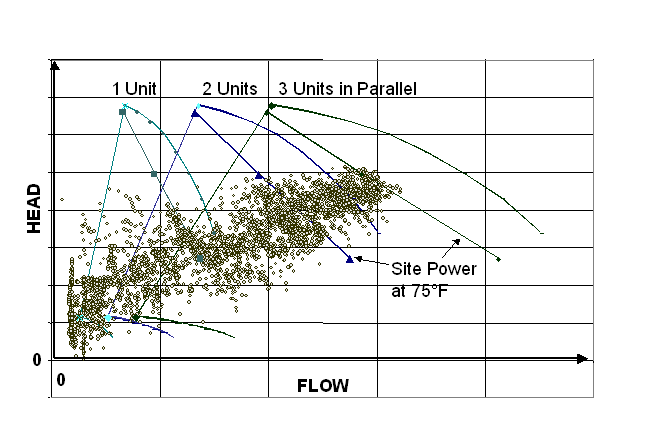
Whether multiple units should be placed in series or parallel mode depends to a large degree on the pipeline layout: Pipelines that are somewhat undersized exhibit a steep increase in power consumption and head requirement for a given flow increase. This can make it difficult to arrange units in parallel. Oversized pipelines, on the other hand, show the opposite behavior making in difficult to arrange units in series. A well-designed pipeline will, in general, allow one to use multiple units in parallel to cover a large range of flows by reducing the number of units operating in part load, low flow scenarios. Figure 6 shows an arrangement for three units in parallel and the recorded operating points over a period of six months.
If we exclude very small (below 7 MW) gas turbines, the general trends of overhaul costs per kW shows that they are relatively independent of the driver size for a wide range of power. While engine degradation theoretically shows a slight advantage of larger sizes, it also shows a disadvantage of larger pressure ratios and highly loaded compressor stages as can be found in many aeroderivative units. By far, the biggest factor in engine degradation is, however, proper combustion air filtration, and fuel handling.
Figure 6 (see article head): Operating points collected over a six-month period in a gas compression station (Kurz and Mokhatab, 2007).
There is an interesting trend developing in which those who advocate for larger gas turbines often prefer not to use spare units, despite the fact that there is no reliability advantage of larger units. The reason is that adding a large spare unit often makes the large gas turbine solution commercially unattractive. When selection compressors for pipeline applications, the pipeline operation cannot just be judged based on steady state scenarios (Santos, 1997). Transient operation usually requires a larger compressor operating range (Kurz and Cave, 2000) than merely considering steady state operation along the steady state pipeline characteristic.
Authors
Matt Lubomirsky is Senior Consultant, Systems Analysis at Solar Turbines Incorporated in San Diego, CA. He is responsible for predicting gas turbine and compressor performance, for conducting application studies that involve pipeline and compressor station modeling. He attended Leningrad Institute of technology in Saint Petersburg, Russia where he received a master’s degree in mechanical engineering. He has authored numerous publications about turbomachinery related topics.
Rainer Kurz is the Manager, Systems Analysis at Solar Turbines Incorporated in San Diego, CA. His organization is responsible for predicting compressor and gas turbine performance, for conducting application studies, and for field performance testing. He attended the Universitaet der Bundeswehr in Hamburg Germany, where he received the degree of a Dr.-Ing. in 1991. He has authored numerous publications about turbomachinery related topics, and is an ASME fellow.
Pavel Klimov is First Deputy General Director of Intergas Central Asia in the Republic of Kazakhstan. He graduated from Uralsk University and Saratov Technical University and has a PhD in science. In his current position, he is responsible for operations and maintenance of the entire gas pipeline system in Kazakhstan.
Saeid Mokhatab is an international gas consultant based in Canada. He is active in the field of natural gas engineering with a particular emphasis on raw gas transmission and processing. He has been involved as a technical consultant in several international gas-engineering projects and has published more than 150 academic and industry oriented papers on related topics. E-mail: saeid_mokhatab@hotmail.com.

Comments