
April 2009 Vol. 236 No. 4
Features
External Corrosion Coating Rehabilitation Of Flowlines
The external corrosion protective coating of critical buried flowlines experienced premature coating failure in specific applications at Uthmaniyah Gas Plant in Saudi Arabia.
This article looks at specific issues associated with the external coating’s performance under high operating temperature conditions and continuing efforts to restore the integrity of these pipelines.
Uthmaniyah Gas Plant (UGP) in Southern Area Gas Operations of Saudi Aramco is one of the largest gas processing plants in the world. It was commissioned in 1981 as part of a master gas system to process the associated gas from oil wells and was expanded gradually to process non-associated gas from Khuff formation wells. The gas plant has a capacity to process up to 2.6 Bscf/d of sour gas including 750 MMscf/d of Khuff gas.
The plant has several underground pipelines as an integral part of the operation and their integrity will have direct impact on the plant’s operations.
External Coating Performance
The performance history of the non-associated gas flowlines is discussed below. There are 20 flowlines installed during 1986 as part of the gas expansion program to process the non-associated (Khuff formation) gas from the gas wells. These flowlines are made of carbon steel that run for varying lengths from 5 to 15 km depending on the well location with a cumulative length of more than 300 km. Most of these flowlines are buried, with the fusion bonded epoxy (FBE) coating system as the primary method of external protection with impressed current CP systems installed at the wellheads providing supplemental protection.
 Fig. 1(source: NACE Corrosion 2008 Paper 08044).
Fig. 1(source: NACE Corrosion 2008 Paper 08044).
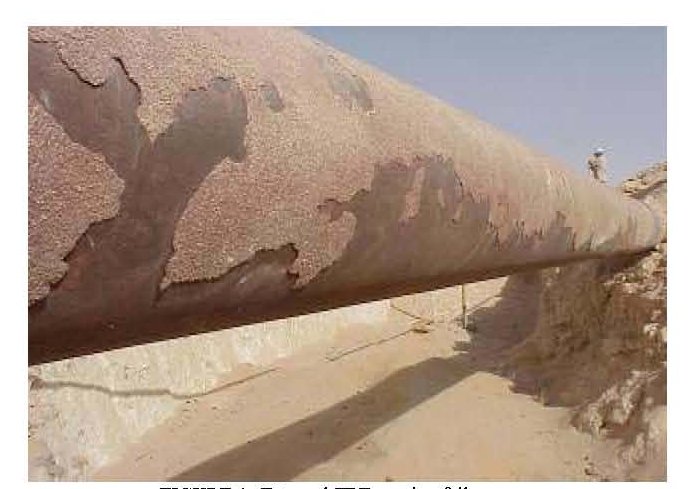
 Figure 2: External FBE coating failure on hot flowline Fig. 2 (source: NACE Corrosion 2008 Paper 08044).
Figure 2: External FBE coating failure on hot flowline Fig. 2 (source: NACE Corrosion 2008 Paper 08044).
The Khuff formation gas was a new source of gas supply and the operating temperature of the system was not able to be predicted during the design phase in 1985 due to lack of adequate information. Hence, an approximate operating temperature of 210ºF was considered as the design basis for the external coating selection criteria. However, after the commissioning, the operating temperature was observed to reach up to 250 ºF. The FBE coating system applied on these flowlines had a temperature resistance of 210 º F and subsequently experienced premature failure to a varying extent, with respect to the temperature excursion and exposure.
Restoring Corrosion Protection
A comprehensive evaluation was conducted to determine external coating condition of these khuff gas flowlines. The objective of this evaluation was to assess the condition of these pipelines, prioritize the pipelines for corrective actions and develop options to restore the integrity from external corrosion. As part of this evaluation, numerous bell holes were excavated to expose these pipelines for a meaningful assessment.
The evaluation results confirmed that external coating experienced serious failure, leaving large sections of the surface bare. The root cause of the failure was the incompatibility of the coating system in terms of temperature resistance. Further evaluation revealed the coating to have deteriorated gradually with each temperature excursion. In fact, these flowlines have been used on an as needed basis to meet the production demand, mostly during the summer months to avail the maximum feed. However, the future mode of operation will require continuous use of these lines to meet the operational commitment.
With the projected increase in operation of these lines, complete coating failure can be expected to occur much more rapidly, therefore, the probability of failure due to external corrosion was very high. Considering the operational criticality of these lines, higher operating pressure of 1,200 psig and the hazardous service, it was crucial to explore suitable corrosion protection options to restore the integrity of these lines as well as to extend the remaining life for continued operation.
Several possible methods of providing external corrosion protection to these flowlines were reviewed and each of these methods appeared to be technically feasible. A conceptual design was prepared for each method with advantages and disadvantages including a preliminary cost estimate. Based on an in-depth study, two options were selected in 1998 for further field trial, which include: rehabilitation of deteriorated external coating by new coating replacement and installation of polymeric anode in lieu of coating replacement.
Flowline 598 Rehabilitation
During 1998-99, flowline 598 was exposed, which revealed serious coating failure. At this time, there were no coating systems available for rehabilitation to meet the temperature requirements of 250 º F. However, one manufacturer came forward to develop a new organic coating based on a Phenolic system, which required plural component application. After the screening process, this new coating system was successfully applied in conjunction with the deployment of new line travel application technology.
Flowline 600 Polymeric Anode
During 1999-2000, installation of a polymeric anode system was also pursued as a new technology item, as an alternate option to coating rehabilitation. This option was based on the proposition that it would be more cost effective than the coating rehabilitation. This anode system was piloted on this flowline with an approximate length of 6 km. Due to the length of this flowline, the polymeric anode system was fragmented into four segments, each with its own transformer rectifier.
Corrective actions for the remaining flowlines were deferred pending a follow-up evaluation of these two options. Under these circumstances, the custody of these flowlines was transferred to the gas processing plants. As part of this reorganization, UGP received 13 out of 20 flowlines.
Evaluation Options
UGP performed a thorough evaluation of these two options and “Do Nothing” option as well. The evaluation results are highlighted below:
After the first coating rehabilitation of flowline 598, several coating manufacturers developed coating systems, which include amine cured epoxy systems that can be applied with the conventional airless spray application.
The overall cost of the polymeric anode system, including design, material and construction turned out to be not cost effective as it was closer to the coating rehabilitation cost. In addition to specific design requirements, use of the polymeric anode system added additional workload in terms of CP monitoring.
Further evaluation revealed the polymeric anode system could be an appropriate option, if the pipeline experienced limited coating damage. Furthermore, these flowlines intercept several cross country pipelines from other organizations and are bonded to each other. Therefore, all these pipelines are interconnected to each other in terms of CP. The CP design standards require bonding of crossing pipelines to mitigate interference corrosion. In this type of construction, the polymeric anode system can not function as a dedicated CP system for the concerned flowline. Moreover, in order to have a dedicated CP system, insulating flanges need to be installed at both ends of the flowline to ensure the polymeric anode system provides the required protection for the intended flowline. Furthermore, the structure-to-soil potentials from the existing conventional CP systems revealed adequate protection.
In consideration of the findings, coating rehabilitation is considered to be an ideal option for the remaining lines. Accordingly, a 5 km long flowline 593 was rehabilitated. During this rehabilitation, the soil conditions surrounding the pipeline were closely evaluated. The soil conditions were observed to be very rocky. Furthermore, large rocks were observed as part of the backfill. These can shield the CP and result in localized external corrosion at the locations, where coating had already failed. Therefore, the “Do Nothing” option may only serve as a temporary approach to defer the remedial actions and buy time to prioritize and plan for the permanent remedial action.
Based on these findings, rehabilitation of the coating has been identified as an ideal option for the external protection of these cross country flowlines. However, at the same time it is crucial to ensure the CP systems are healthy at the wellheads with sound bonding connections at the pipeline crossings.
However, the option of polymeric anode requires further evaluation on a case by case basis to determine the need for a dedicated CP system based on economic justifications and taking into consideration complications to other structures.
The external coating is a crucial aspect of corrosion protection and its performance at high operating conditions requires periodic comprehensive review to ensure safe and reliable operation. In general, most of these pipelines exist in buried conditions, which require close attention and timely revalidation.
Remedial actions planned should take into consideration recent developments in the industry in order to avail the best options that offer the least complexity. Based on our operational experience, a sound external coating system as the primary method of external protection with a healthy CP system as a secondary method of protection and an effective corrosion inhibition program to mitigate internal corrosion are crucial for long-term reliability. The above-to-below ground transition points also require special attention, especially at the asphalt/concrete areas, where UGP introduced a new technology nonmetallic sleeve application to enhance the external protection of transition points. Furthermore, by implementing periodic integrity management programs including new inspection technologies for corrosion assessment of these non-piggable lines, non-intrusive corrosion monitoring techniques, adapting to a management of change culture will add value to extend the life cycle of these critical flowlines.
The author
M. A. Saleem is Corrosion Control Group Leader at Uthmaniyah Gas Plant. A corrosion professional with 28 years of experience, he has been extensively involved with various aspects of corrosion management. He has a master of science degree in chemistry and corrosion specialist certification from NACE. He has authored and presented several technical papers in regional and global conferences. M. A. Saleem, Saudi Aramco, Uthmaniyah Gas Plant, Box 755, Udhailiyah-31311, Saudi Arabia, Email: saleemam1@yahoo.com.
Acknowledgement
Based on a paper (08044) presented at NACE Corrosion 2008 in New Orleans, LA. The author wishes to acknowledge his management for granting permission to present this article. The work involved in this application was an extensive collaborative effort between the Uthmaniyah Gas Plant Department, Consulting Services Department, the Research & Development Center and the Inspection Department. The author would like to take this opportunity to acknowledge the valuable contributions from various organizations in Central Engineering and other team members of Operations, Maintenance and Engineering from UGP.

Comments